 Dafür hatte ich mir schon lange eine Gewindestange M20 und einige
Muttern gekauft.
Dafür hatte ich mir schon lange eine Gewindestange M20 und einige
Muttern gekauft.
 Gerd zeigte mir, dass man ein einzeln spannendes
Vierbackenfutter mit zwei Schlüsseln leichter und schneller
einstellen kann, weil man dann beide Backen quasi gleichzeitig
verschieben kann ohne ständig umstecken zu müssen.
Gerd zeigte mir, dass man ein einzeln spannendes
Vierbackenfutter mit zwei Schlüsseln leichter und schneller
einstellen kann, weil man dann beide Backen quasi gleichzeitig
verschieben kann ohne ständig umstecken zu müssen.
Deshalb entschloss ich mich, mir einen zweiten, kleineren
Schlüssel anzufertigen.
Als erstes stellte sich natürlich Frage nach dem Spannen des Rundmaterials.
Nachdem ich ein Spannzangenfutter für die Drehmaschine habe
wollte ich das natürlich auch auf der Fräsmaschine nutzen.
Nur waren da die Schraubbolzen der Adapterplatte im Weg, die
wollte ich aber nicht entfernen.
Statt dessen wollte ich den Schraubstock als Unterlage nutzen.
Da dessen Backen 32 mm hoch isnd musste ich erst die Schraubbolzen
auf eine Länge von 31 mm kürzen.
Dazu legte ich das Futter auf die Schraubstockbacken und spannte es mit Spannpratzen fest. Der AUfbau war viel zu hoch für die Spannpratzen-Unterlagen, deshalb fertigte ich erst mal zwei Schraubböcke an.
| Vorarbeit: Anfertigen von zwei Schraubböcken |
Dafür hatte ich mir schon lange eine Gewindestange M20 und einige
Muttern gekauft.
Ich sägte zwei Stücke ab, fixierte sie mit zwei gekonterten
Muttern, spante sie an der inneren Mutter im Dreibackenfutter und
überdrehte die Stirnseiten.
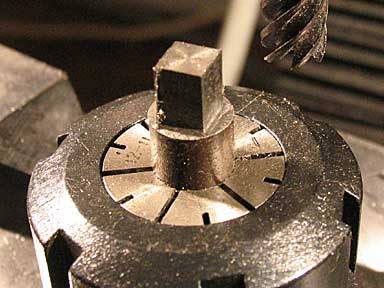
| Rundmaterial spannen und Vierkant fräsen |
(Vom Aufspannen zum Fräsen der Gewindebolzen habe ich keine scharfen Bilder, aber das Prinzip kann man auch hier erkennen).
 |
 |
| Das Spannzangenfutter
liegt mit der Rückseite seiner Adapterplatte auf den Schraubstockbacken auf und wird mit Spannpratzen gespannt, die sich auf den Schraubböcken abstützen. |
Mit Hilfe des Kantentasters war das Rundmaterial schnell zentriert. |
 |
 |
| Mit der zentrierten
Ausgangsposition war das symmetrische Fräsen des Vierkants dann schnell erledigt. |
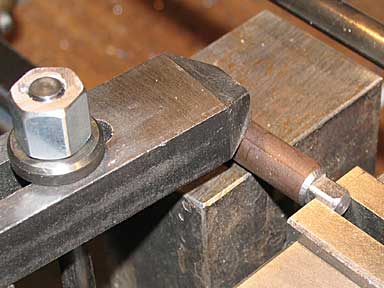
Aufspannen zum Bohren der Griffbohrung. |
Ich spannte den Vierkant leicht ein und spannte dann den Schaft
mit einer Spannpratze auf eine Unterlage.
Damit war sichergestellt, dass die Griffbohrung parallel zum
Vierkant liegt und der Schaft sicher gespannt ist.
Als Grff verwendete ich eine Spannhülse. Sie ist zwar ziemlich
kurz, aber die längeren wären dann im Durchmesser zu gross gewesen
für den Schaftdurchmesser.
Aber zum Einstellen der Backen sollte es reichen und zum
Festspannen kommt dann eben der grosse Bruder zum Einsatz.
Nachträglich fiel mir ein, dass man diese Aufspannung nicht nur zum Fräsen eines Vierkantes, sondern auch zum Fräsen eines Dreikantes und Sechskants verwenden kann (natürlich nicht mit der Präzision eines Rundtischs):
Wenn man das Spannzangenfutter mit der Adapterplatte samt Gewindebolzen und Muttern auf die Schraubstockbacken legt und dann den Schraubstock leicht(!) zudreht, also ohne Kraft anzuwenden werden sich zwei der drei Muttern an eine Schraubstockbacke und die dritte Mutteran die andere Schraubstockbacke anlegen und das Spannzangenfutter damit ausrichten.
Nun kann man das Spannzangenfutter um 120° drehen bis wieder zwei Muttern anliegen und auf diese Weise einen Dreikant fräsen.
Wenn man die Muttern abwechselnd an die beiden Schraubstockbacken anlegt ergeben sich sechs Positionen und man kann so einen Sechskant fräsen. Allerdings verschiebt sich dabei die Mittenposition, was man aber vorher berechnen und entsprechend berücksichtigen kann.
Wenn man dann noch die zweite Tischachse mit dazunimmt ist sogar ein Zwölfkant denkbar...
| Warnung: Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf Ihr eigenes Risiko nachbauen! |