Ein zentrisch spannendes Vierbackenfutter!
Mit Aufsatzbacken:
Dieses Futter erlaubt die Anfertigung von weichen Backen, die
anstelle der harten auf die Grundbacken geschraubt werden und dann
auf den Werkstückdurchmesser ausgedreht werden können.
Dies dient weniger der Schonung des Werkstücks, sondern mehr der Verbesserung des Rundlaufs.
| |
Aber vor der Montage des Vierbackenfutters stand, wie bei den anderen Futtern, die Anfertigung einer Adapterplatte.
Teilweise habe ich ja schon berichtet über das
Hantelscheiben-zu-Adapterplatte-Projekt.
Auch wenn das nur Plan B war, aber die Stahlscheibe für Plan A ist
noch nicht im Haus.
 |
 |
| Da waren es noch Hantelscheiben. | Erstes Überdrehen. |
Die Scheiben sind an einer Seite, der Trennungsfläche, vollständig überdreht und auf der anderen soweit überdreht, dass sie auf den Frästisch (mit den Klemmspannpratzen) gespannt werden können.
Die Zentralbohrungen sind auf den gleichen Durchmesser ausgedreht, so dass sich die beiden Scheiben mit einem Dorn aufeinander zentrieren liessen.
Nun konnten die Bohrungen und Gewindebohrungen angebracht werden.
 |
 |
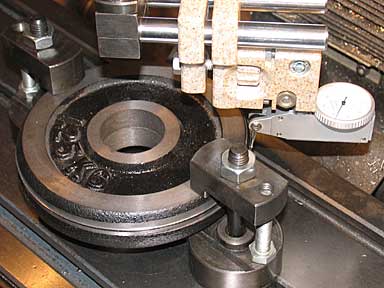
| Zentrieren vor dem
Bohren auf Basis des gedrehten Aussendurchmessers. |
Nach dem Bohren. Die
beiden Bohrer fixieren die beiden Scheiben anstelle der Spannhülsen. |
 |
 |
 |
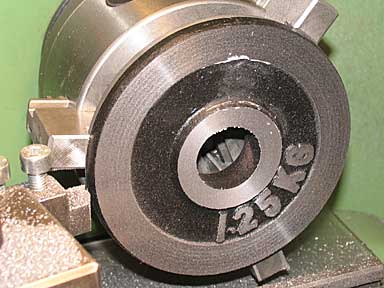
| Futterseite der beiden
Scheiben überdreht. |
Spindelseite der beiden
Scheiben und Passung für den Spindelflansch fertiggedreht. |
Spindelseite, fertig zum
Aufspannen auf die Spindel. |
 |
 |
 |
| Aufgespannt auf den
Spindelflansch, fertiggedreht. |
Senken der Befestigungsbohrungen. | Adapterplatte verbunden mit dem Vierbackenfutter. |
Zusammenfassung:
Wenn die Aussenform der Hantelscheiben nicht so stark abgerundet gewesen wären (oder ich mir mehr Mühe beim Zentrieren gegeben hätte) wäre der Aussendurchmesser möglicherweise ausreichend gewesen. So sind eben ein paar unbearbeitete Stellen zurückgeblieben. Was aber nicht stört.
Jedenfalls nicht so stark wie die geringe Dicke. Selbst bei Verwendung der beiden Scheiben ist die gesamte Adapterplatte nur noch ca. 16 dick.
Die beiden Platten sind mit einer 6er Spannhülse fixiert und werden mit drei M8-Schrauben (wegen des knappen Bauraums mit Senkkopf) zusammengeschraubt (wobei drei M6-Schrauben wohl auch ausgereicht hätten). Zumal sie ja auch noch durch die drei M10-Gewindesbolzen für das Aufspannen auf den Spindelflansch zusammengehalten werden.
Die beiden Passungen sind mir so eng gelungen wie noch nie:
Bei Passung 1 (d52 Spindelflansch) musste ich sogar mit dem Gummihammer nachhelfen, aber bei dem weichen Grauguss wird die Passung wohl bald von selber weiter werden.
Die Passung 2 (d95 Vierbackenfutter) geht etwas leichter, aber ohne fühlbares Spiel drauf, ist aber ja auch viel kürzer als Passung 1, die leicht verkantet.
Weil die beiden Scheiben relativ dünn wurden habe ich bei der
Verbindung Adapterplatte-Vierbackenfutter auf die vorgesehenen
Zylinderkopfschrauben verzichtet, da ich bei der Kopfhöhe sonst
die erste Platte durchbohrt hätte.
Ich habe deshalb Linsenkopfschrauben genommen, deren Kopf nur etwa
halb so hoch ist. Dafür ist er etwas grösser, so dass ich ihn ein
wenig kleiner drehen musste, damit er in die M8-Senkung passte.
Wenn ich einen 14er Fräser hätte, hätte ich die Senkung
aufgefräst. Aber sie mit dem Ausdrehkopf auszudrehen hätte ich
wirklich für übertrieben gehalten.
So weit bis jetzt, später kommt dann die Anfertigung der weichen
Aufsatzbacken.
 |
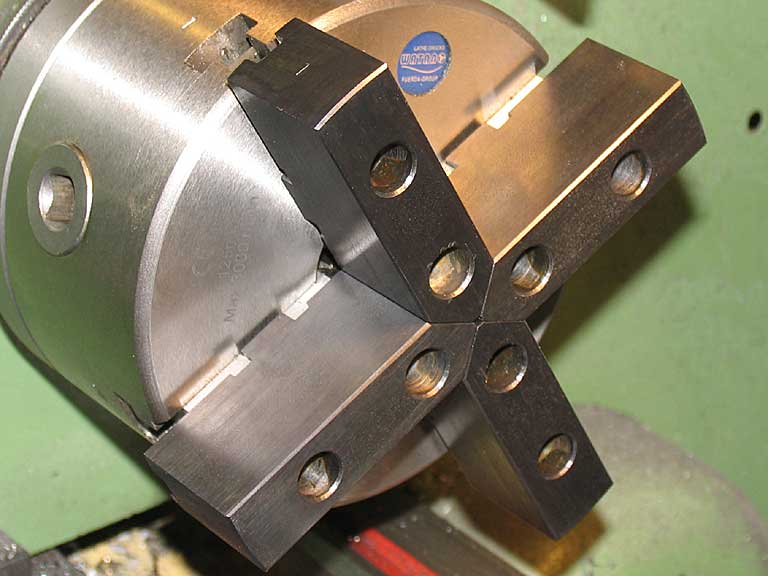
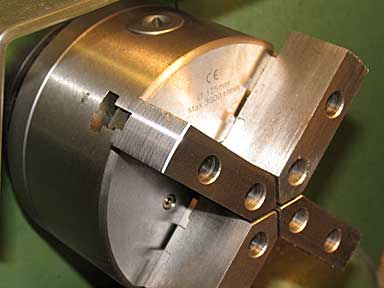
| Hier noch mal die
komplette Einheit: Adapterplatte mit dem zentrisch spannenden Vierbackenfutter mit Aufsatzbacken. Diese (harten) Aufsatzbacken wurden mitgeliefert und es ging nun darum, weiche Aufsatzbacken anzufertigen. |
 |
 |
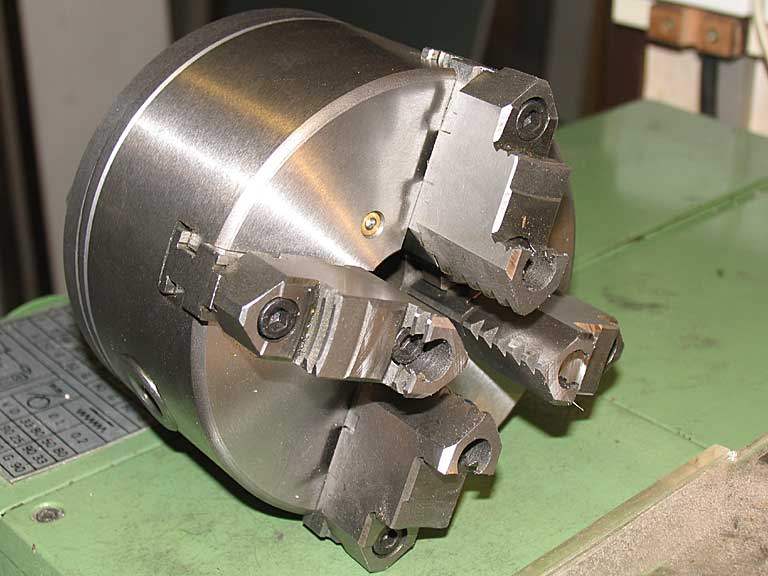
| Nein, die Backen sind
nicht falsch montiert - ich wollte nur testen, ob sie sich in beiden Positionen montieren lassen. |
Die Backen sind, mit Ausnahme des Finishs fertig. |
 |
 |
| Im montierten und
gespannten Zustand wurden die Aussenflächen überdreht. |
Die Backen sind fertig zum Brünieren. |
| |
| Brüniert, montiert, fertig. |
| Vierbackenfutter mit Aufsatzbacken: Mit Aufsätzen |
Klingt zugegebenermassen widersinnig: Aufsätze für Aufsatzbacken.
Macht aber Sinn:
Für das Drehen von grossen Teilen hätte ich viel von den weichen
Aufsatzbacken abdrehen müssen. Das fand ich unnötig und deshalb
setzte ich lieber kleine Aufsätze auf:
Beim ersten Versuch, dem Überdrehen einer Graugussscheibe mit
d140 hatte ich nur mal provisorisch zwei dicke Unterlagscheiben
verwendet.
Das klappte gut und so fertigte ich vier "richtige" Aufsätze an
aus einer Sechskant-Messing-Stange.
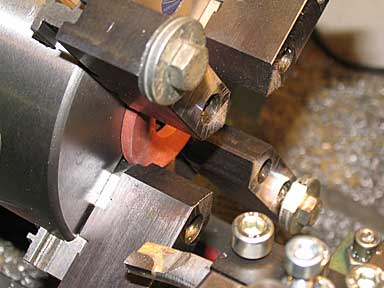



Die Aufsätze werden auf die Aufsatzbacken geschraubt.
Dann wird in die harten Grundbacken ein Stück Material (hier eine
grosse Scheibe) gespannt, damit der Spanndruck aufgebaut werden
kann.
Und nun werden die Aufsätze auf den zu spannenden Durchmesser
ausgedreht.
Damit kann das Werkstück (hier die Adapterplatte für den
Rundtisch) an der bereits gedrehten Aussenseite gespannt werden
zum Drehen der zweiten Seite.
| Warnung: Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf Ihr eigenes Risiko nachbauen! |