Drehmaschine: Erweiterungen 08d
Lünette, die Stütze beim Drehen
Die Lünette, oder auch Setzstock dient zum Abstützen des
Werkstücks auf der Drehmaschine.
Das kann ein langes, schlankes Teil sein, das sich sonst beim
Drehen verbiegen würde.
Es kann aber auch ein langes Teil sein, das sich nur im Futter
einspannen lässt ohne dass die zum Bearbeiten notwendige
Reitstockspitze eingesetzt werden kann.
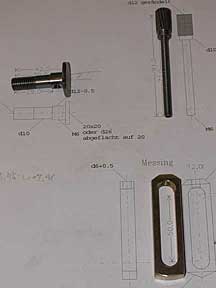
Das sind die Einzelteile der Stützen: Die Klemmschraube, die
Einstellschraube und der Grundkörper.
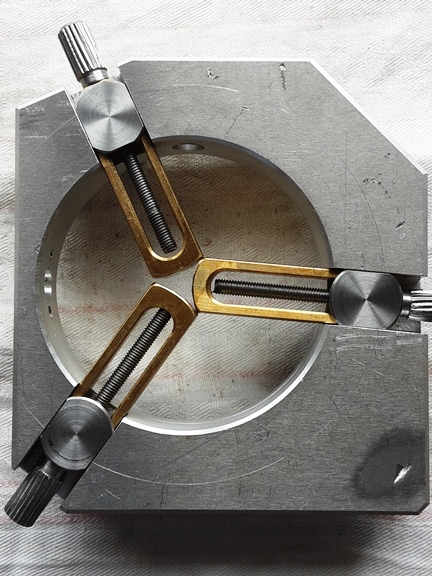
Die drei einbaufertigen Stützen.
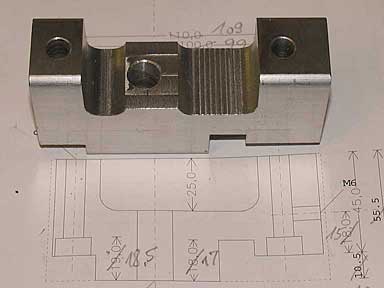
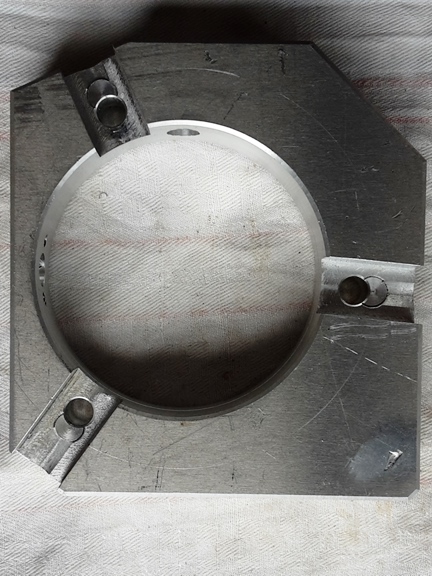
Das Unterteil der eigentlichen Lünette.
Die Öffnung im Oberteil fräste ich auf dem Rundtisch aus (wegen
der Grösse des Teils musste ich eine Adapterplatte zum Aufspannen
verwenden).


Zum Ausfräsen der Aussparungen richtete ich das Teil mit dem
Winkelmesser aus und pratzte es auf dem Frästisch auf.
Das Aufspannen war ein wenig unorthodox, weil die Spindelhöhe
des Rundtischs zu klein war für die Diagonale des Teils.
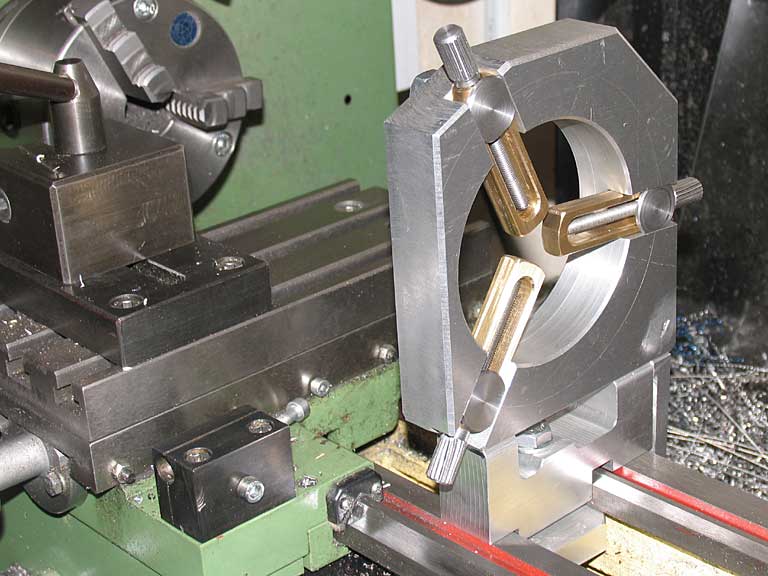
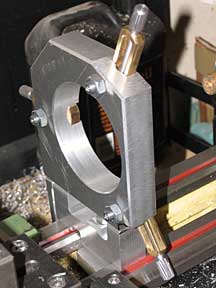
Lünette, komplett zusammengebaut und einsatzbereit.



Die Lünette, eng gestellt, befestigt am Drehmaschinenbett.
Die Lünette, weit gestellt.
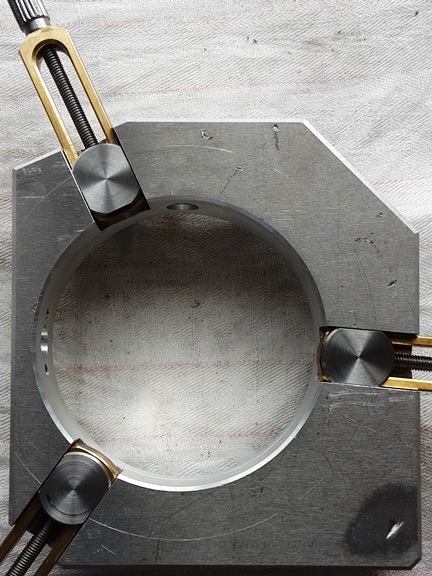
Die Lünette von der anderen Seite.

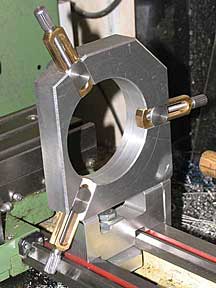
Und noch mal das Ganze im Zusammenhang (ob ich den Ring
geschlossen lasse oder öffne muss ich mir noch überlegen).
Nacharbeit
Seither war die Lünette ja eine Vorratsarbeit für den Fall dass ich
sie mal brauche.
Und lag dann natürlich ewig herum.
Jetzt brauchte ich sie und dabei stellte sich heraus dass gewisse
Nacharbeiten nötig waren.
Vor allem konnten die Stützen für kleine Durchmesser nicht weit
genug zusammengefahren werden.
Nach einigem Überlegen entschied ich mich dann dafür die drei
Bohrungen, mit denen die Stützen geklemmt werden zu verschliessen
(ich klebte Alu-Bolzen ein) und neu zu bohren auf einem kleineren
Lochkreisdurchmesser.
li: Versetzte Bohrungen
mi: Minimalkonfiguration (Durchmesser knapp unter 10mm)
re: Maximalkonfiguration (Durchmesser knapp über 100mm)
Vor allem aber brachte ich Aufnahmen für zwei Messuhren an zum
Einstellen der Stützen.
Eine 50er Messuhr hatte ich bereits, für die 10er Messuhr wollte ich
eine verstellbare Aufnahme bauen.
Dann aber konnte ich eine zweite 50er Messuhr kaufen (danke, Pit!)
und damit wurde es einfacher.
Weil ich nicht mehr alle EInzelheiten im Kopf (und auch nicht
nachgemessen hatte) gabs eine Engstelle zwischen den beiden vorderen
Stützen und der Messuhr so dass ich die Stützen hier noch etwas
nachfräsen musste.
Tja, was man nicht im Kopf hat...
Dies ist nur ein Beispielbild

Und wofür das ganze? Um so was drehen zu können wie Scheibenwischermotor
als X-Vorschubantrieb
Einstellen der Lünette
Dabei gehe ich folgendermassen vor:
Mit den beiden Messuhren richte ich den Rundlauf aus auf ein
Minimum. Nicht auf 0, ich finde es besser wenn ein kleiner
Rundlauffehler von ein paar Hundertsteln übrig bleibt (s.
Fehlerbeschreibung unten).
Dann lese ich die beiden Messuhren ab mit ihren beiden Min- und
Max-Werten.
Nun verstelle ich die Stützen so dass die Messuhren ihren Mittelwert
anzeigen.
Damit ist der Rundlauf sehr gut eingestellt und gleichzeitig
sichergestellt, dass der Mittelpunkt der Stützen mit der
Drehspindelachse übereinstimmt!
Und damit wird ein möglicher Fehler verhindert:
Man kann das Drehteil mit den Stützen so verbiegen dass der
Mittelpunkt ausserhalb der Drehspindelachse liegt - ohne dass man
einen Rundlauffehler messen könnte!
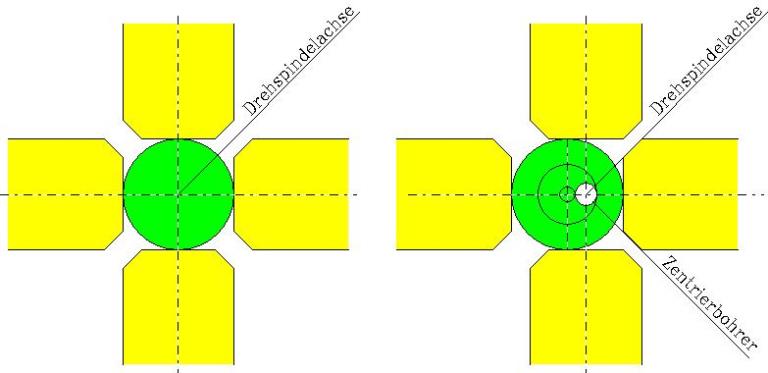
Schemaskizze zur Verdeutlichung (das ich hier vier statt drei
Stützen zeichnete lag nur daran dass das einfacher zu zeichnen ist,
am Prinzip ändert das nichts)
li: Hier ist der "gute" Fall dargestellt: der Werkstückmittelpunkt
fällt mit der Drehspindelachse zusammen.
re: Das stellt den Fehlerfall dar: der Werkstückmittelpunkt ist
gegenüber der Drehspindelachse versetzt/desaxiert (das Werkstück
wird verbogen).
Wenn man nun versucht eine Zentrierung zu bohren würde das zu einem
konzentrischen Ringprofil führen, der Zentrierbohrer könnte brechen.
Drehte man die Zentrierung aber sässe sie zentrisch im Werkstück
weil es sich - geführt über seinen Aussendurchmesser - um seine
Mittelachse dreht.
Das bedeutet aber dass man das Werkstück auch überdrehen könnte bei
konzentrischer, allerdings mit nicht-zylindrischer Oberfläche.
Man sollte also diese Fehlstellung vermeiden - was aber durch eine
Rundlaufmessung nicht sicherzustellen ist da sie in beiden Fällen
keine Abweichung anzeigt!
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen! |
wm-d08d.htm 09.10.2017 12:00