Mit dem Ausdrehen von Bohrungen war ich selten zufrieden.
Obwohl ich da HM-Drehstähle oder Innendrehstähle mit HM-WSP
verwendete.
Oder weil ich sie verwendete?
Auf jeden Fall will ichs nun mal mit HSS-Einsätzen in Bohrstangen
probieren - schliesslich habe ich ja nun eine
Stichelschleifmaschine...
Und HSS-Drehlinge hatte ich auch gekauft.
Hier sind die beiden Bohrstangen (d16 und d12) bereits fertig.
Los gings mit einem 16er Rund, ein wenig zu lang zwar, aber absägen
wollte ich auch nicht.
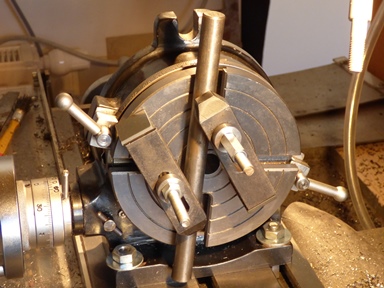
Ich pratzte es auf dem Rundtisch fest, richtete es mit dem Winkel
senkrecht aus und kurbelte dann den Rundtisch etwas schräg.
In dieser Position bohrte und rieb ich die Aufnahme für den
Drehling.
Dann kurbelte ich den Rundtisch um 90° weiter, spiegelte die
Oberfläche an und bohrte die Gewindebohrung.
Die ganzen Arbeitsschritte wiederholten sich für die 12er Bohrstange
und plötzlich war ich mit beiden fertig ohne zwischendurch Bilder
gemacht zu haben...
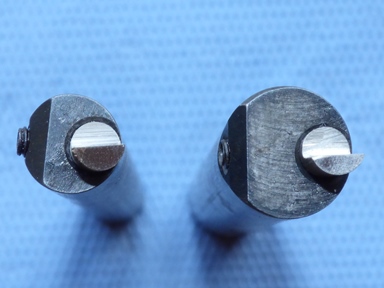
Hier sind die beiden Bohrstangen fertig, die Drehstähle werden mit
einem M4-Gewindestift geklemmt.
Hier von vorn, der radiale Spanwinkel kann durch Verdrehen des
Drehstahls und der Bohrstange eingestellt werden.
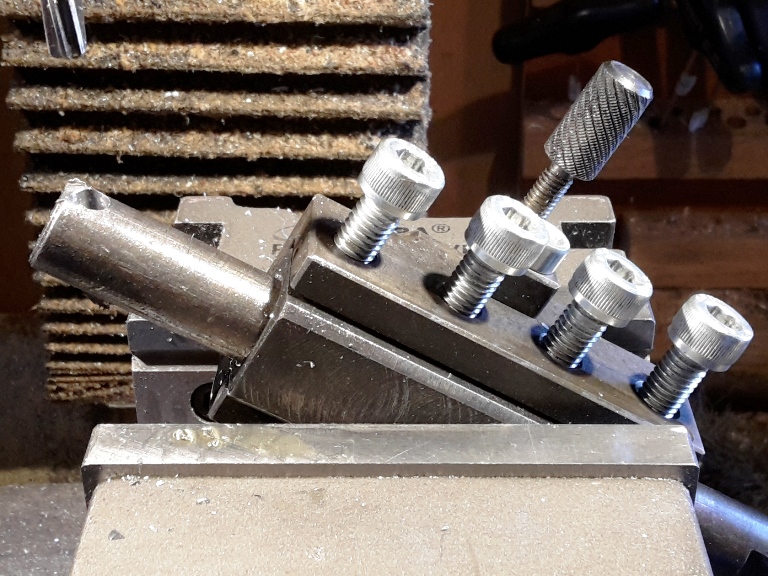
So sieht die Bohrstange im Einsatz aus.
Von dem Spannzangenfutter bin ich mittlererweile wieder abgekommen
zu gunsten einer Klemmfaust (s. u.) die deutlich steifer ist.
Einstechen und Drehen von
Innengewinden
Die o. g. Bohrstangen sind zum Längs- und Plandrehen von
Bohrungen und Absätzen gedacht (wobei die Drehstähle dafür noch
optimiert werden müssen)
Nun brauchte ich eine Bohrstange (vielleicht stimmt hier der Name
dann gar nicht mehr?) um einen Freistich für ein Innengewinde
einzustechen und das Innengewinde zu drehen.
Da das zweite Ende der 16er Bohrstange seither frei war nutzte ich
das nun um eine Quereinspannung eines Drehstahls zu schaffen.
Wie am anderen Ende wird wieder eine Bohrung d6H7 für den Drehstahl
und eine Gewindebohrung M4 für eine Madenschraube zum Klemmen
angebracht.
Wobei M4 schon ein wenig sehr wenig ist, vielleicht rüste ich doch
noch auf M5 auf.
Weil ich die Bohrstange als Eckdrehstahl nutzen will wurde die
Bohrung nicht unter 90° quer, sondern um 60° schräg vorgesehen - was
natürlich die Fertigung verkomplizierte.
Leider erst zu spät sah ich dass ich früher den Rundtisch zum
Einstellen der Winkel nutzte - wenn ich mich daran erinnerte hätte
ich es leichter gehabt...
So musste ich eben im Schraubstock spannen und mit dem Winkelmesser
ausrichten.
Die Bohrung für den Drehstahl war noch verhältnismässig einfach, da
der Winkel hier ja nur 30° beträgt.
Ich fräste die Stirnseite so weit eben, dass ich die Bohrung
zentrieren und dann bohren konnte.
Für die Gewindebohrung hätte ich die Bohrstange aber um 90°, also
60° auf die andere Seite schwenken müssen und da war das Spannen und
Bohren unmöglich, weil es nicht genügend Platz gab für das Bohr-
bzw. Spannzangenfutter, auch nicht für das ER16-Spannzangenfutter.
Ich schwenkte dann die Bohrstange um 30° auf die andere Seite und
bohrte von der Stirnseite durch die Bohrstange. Da hatte ich zwar
Bedenken wegen der langen Gewindebohrung, aber es klappte.
Weil es beim Drehen des Innengewindes oft sehr eng zugeht werde ich
es nicht im Rechtslauf Richtung Futter drehen sondern im Linkslauf
Richtung Reitstock.
So kann ich den Drehstahl am inneren Anschlag positionieren und dann
"ins Freie" drehen und laufe so nicht Gefahr beim Drehen in den
Anschlag zu fahren.
Beim Drehen "vorne" müsste ich dabei den Drehstahl über Kopf spannen
und weil man da auch nicht gut sieht werde ich den Drehstahl normal
spannen, aber "hinten", deshalb musste es ein "linker" Bohrstahl
werden.
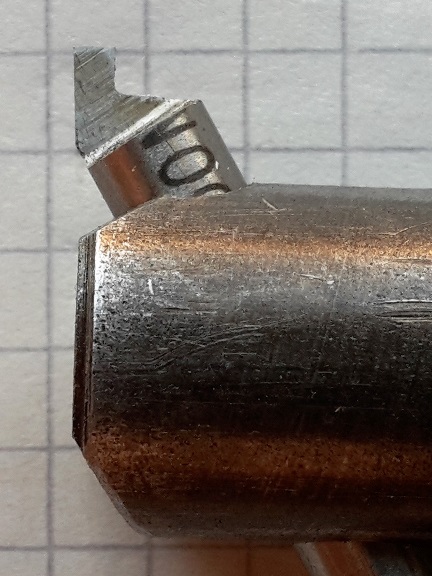
Wegen der schrägen Drehstahlaufnahme (Eckdrehstahl) muss der
Drehstahl selber entsprechend schräg geschliffen werden.
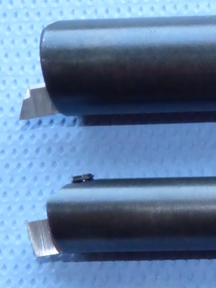
li. Bild: Der Drehstahl zum Einstechen des Gewindefreistichs
re. Bild: Der Drehstahl zum Gewindedrehen
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!