Drehmaschine: Erweiterungen 21
Bohrstange für Gewinde-WSP
In den Schachteln der WSP fand ich eine Gewinde-WSP, 60°/1.5 - also
nahm ich an dass es eine Vollprofilplatte für Gewinde der Steigung
1.5 ist und nach dem Aussehen eine für Innengewinde.
Perfekt!
Nur hatte ich keinen Halter dafür.
Also musste ich einen anfertigen.
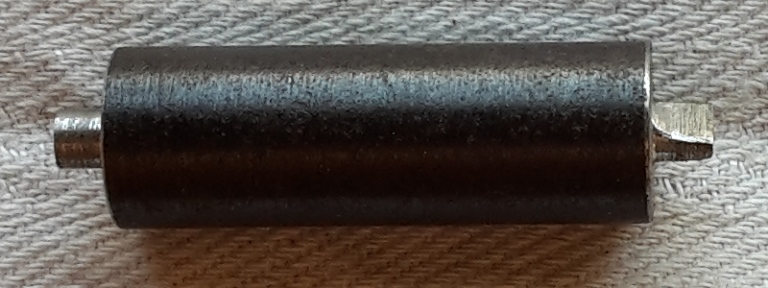
Aber erst ein Hilfsmittel - der "Hochpräzisionspositionierdorn" (der
Durchmesser 12 ist passend für das ER32, aber für das ER16 zu gross,
deshalb habe ich ihn auf d10 abgedreht):
Das runde Ende links dient zum Positionieren eines Werkstücks an
einer Bohrung wenn das Werkstück beweglich zur Spindel ausgerichtet
werden kann.
Hier ist das die Justier- und Freistellungsbohrung des
Plattensitzes.
Das meisselförmige Ende rechts dient dazu die Spindel auf eine
Bohrung eines festgespannten Werkstücks auszurichten. Mit den
Schneiden kann man das Werkstück in X und Y antasten.
Hier ist das die Bohrung der WSP.
Das hat nicht so gut funktioniert wie erhofft, deshalb habe ich die
Schneide auf der einen Seite auch noch abgeschliffen.
Aber es zeigte sich dass es auch mit dem runden Ende funktioniert,
wen auch ein wenig fummelig.
Am einfachsten ist es wenn man das Werkstück nach dem Dorn
ausrichtet.
Für die Bohrstange fand ich ein 16er Automatenedelstahl in
passender Länge. Den Plattensitz sägte ich grob aus (wer viel sägt
muss nicht so viel fräsen). An der Unterseite der Bohrstange fräste ich eine Abflachung
an als Positionierungshilfe. Man könnte sie damit auch in der
Drehstahlaufnahme direkt spannen aber im Normalfall werde ich die
Klemmfaust 22x22x16x70 verwenden wie bei den anderen Bohrstangen. Von diesen Arbeiten habe ich keine Bilder gemacht.
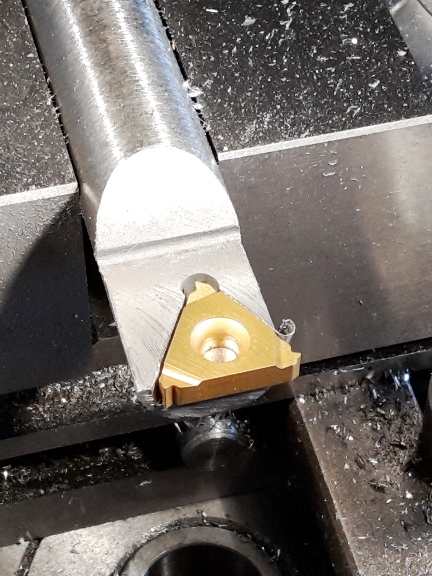
Hier der Positionierdorn im Einsatz (die Aufspannung sieht schlimmer
aus als sie ist):
Den Rundtisch habe ich zentriert unter der Spindel aufgespannt, die
Basis mit einem Winkel an den Tischnuten parallel zu Y ausgerichtet.
Die Bohrstange wurde im Schraubstock gespannt und der
Positionierdorn in der Spannzange gespannt und in die Justierbohrung
eingeführt. Damit ist sichergstellt dass sie sich zentrisch unter
der Spindel und über der Rundtischachse befindet.
Den Schraubstock habe ich mit einem Winkel an der Rundtischbasis
parallel zu X ausgerichtet.
Die Bohrstangenlängsachse ist damit parallel zu Y, der Rundtisch
steht auf 0°.
li: Hier sieht man die Justierbohrung, sie befindet sich im
Schnittpunkt der Fräsbahnen für den Plattensitz und bildet
gleichzeitig die Freistellung für die innere Schneidecke.
Der Plattensitz wird gefräst indem der Rundtisch um 30° nach links
und rechts gedreht wird. Da sich die Bohrung zentrisch über der
Rundtischachse befindet ist Fräsposition sehr wiederholgenau.
re: Die Gewindebohrung fehlt noch (ich hatte vergessen einen
Gewindebohrer M3.5 zu kaufen, dafür habe ich wenigstens die
Schrauben...)
Den Plattensitz habe ich mit einem 6er Schaftfräser vorgefräst und
dann mit dem 7°-Stichel fertiggefräst.
Das hätte ich mir allerdings sparen können denn es zeigte sich dass
die WSP keine 7° Seitenwinkel hat weshalb ich den Plattensitz noch
mal mit einem zentrischen 3er Schaftfräser nachfräste.
Wie üblich fixierte ich die WSP vor dem Zentrieren und Bohren der
Gewindebohrung mit Sekundenkleber.
Normalerweise lässt die die Klebung wieder leicht lösen - manchmal
sogar schon unfreiwillig während der Bearbeitung aber diesmal hielt
sie so fest dass ich sie erst mit viel Überzeigung wieder lösen
konnte.
Fertig.
Kritik
Inzwischen arbeite ich etwas anders. Das Bohren der Justierbohrung
habe ich beibehalten, den Drehstahlhalter spanne ich auf dem
Rundtisch auf.
Da ich die Justierbohrung in den Schnittpunkt der Plattensitzkanten
lege kann ich beide Winkel mit dem Rundtisch fräsen ohne die
Justierbohrung als Ursprung zu verlieren.
Je nach Grösse und Spitzenwinkel der WSP und Fräserdurchmesser muss
ich den Plattensitz dann noch freistellen.
Beim Bohren des Gewindes für die Spannschraube richte ich nicht mehr
die Spindel nach der WSP-Bohrung aus sondern fixiere die WSP mit
einem passenden Dorn, drücke sie damit in den Plattensitz und
verschiebe den Drehstahl so dass die WSP im Plattensitz anliegt. Ich
spanne den Drehstahlhalter fest und verfahre den Tisch um ca. 0.12mm
in Richtung Plattensitzecke so dass die Spannschraube leicht
exzentrisch sitzt und die WSP in den Plattensitz zieht.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!