Drehmaschine: Erweiterungen 22
Bohrstange und Drehstahl für DC*07*-WSP
Ich wollte schon immer mal die hochgelobten DC*-WSP testen und
kaufte ein paar WSP DC*07*.
Die Halter dazu wollte ich selbst anfertigen.
Bei der Bohrstange zum Innendrehen orientierte ich mich an dem
Halter SDHCR 1212 H 07.
Allerdings mit einigen Änderungen:
Die Länge ist grösser als H (100mm) und kappa ist mit120° grösser
als 107.5° weil ich damit auf Freistiche für Innengewinde drehen
möchte.
Der Schaftdurchmesser ist 12mm.
Bei dem Halter zum Aussendrehen orientierte ich mich an dem Halter
SDJCR 1010 H 07
Es soll zum Schlichten verwendet werden und zum Drehen der
Freistiche von Aussengewinden. Herstellung des Halters zum
Aussendrehen
Hier will ich mal versuchen die Herstellung des Plattensitzes zu
beschreiben am Beispiel des Aussendrehhalters (die Herstellung der
Bohrstange unterscheidet sich, abgesehen von den Winkel nicht
davon).
Wegen der zu fräsenden Winkel spanne ich den Schraubstock auf den
Rundtisch.
Zur Positionierung dient eine Justierbohrung.
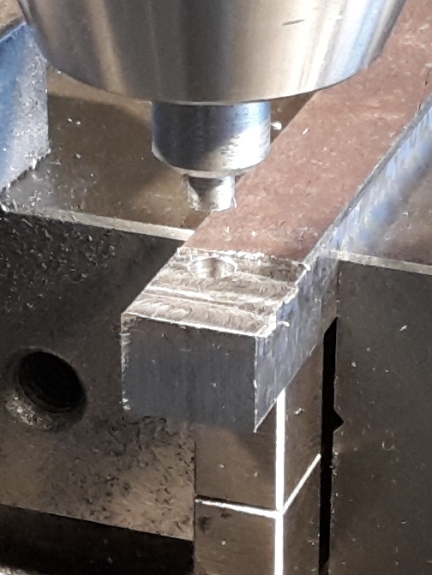
li: Hier ist die Justierbohrung gesetzt, die WSP-Umgebung um 0.5mm
abgesetzt (damit die Schneide frei von der Plattentaschenkante ist
und dennoch die Schneide auf der Höhe des Drehstahlhalters ist).
Im Futter ist ein Positionierdorn eingespannt. Er greif in die
Justierohrung ein, anschliessend kann man den Schraubstock auf dem
zentrierten Rundtisch positionieren, ausrichten und festspannen.
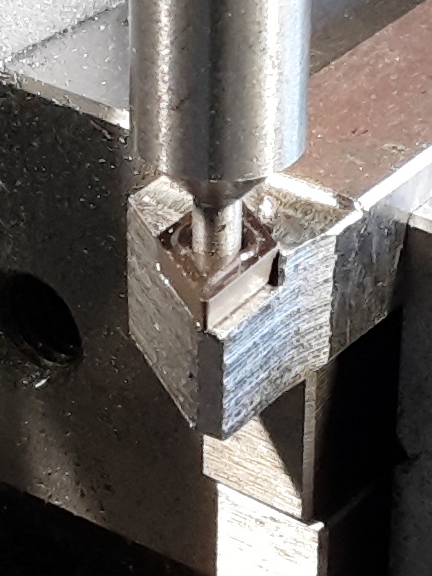
re: Den Plattensitz fräse ich mit dem "grossen" Fräser (d3) vor und
dann mit dem Stichel mit 7° fertig. Die Winkel werden mit dem
Rundtisch eingestellt, der Drehstahlhalter ist so positioniert dass
sich die Mitte der Fräsbahnen über der Rundtischachse schneiden.
Wegen der Probleme mit den Sekundenkleber verzichtete ich diesmal
auf die chemische Fixierung bei der Positionierung der
Gewindebohrung.
Statt dessen fixierte ich die WSP mit einem Positionierdorn - was
gut funktionierte.
Wie üblich versetzte ich die Bohrung etwas in Richtung innere
Schneidecke um eine Vorspannung durch die Spannschraube zu
erreichen.
Den Überstand fräste ich am Schluss zurück.
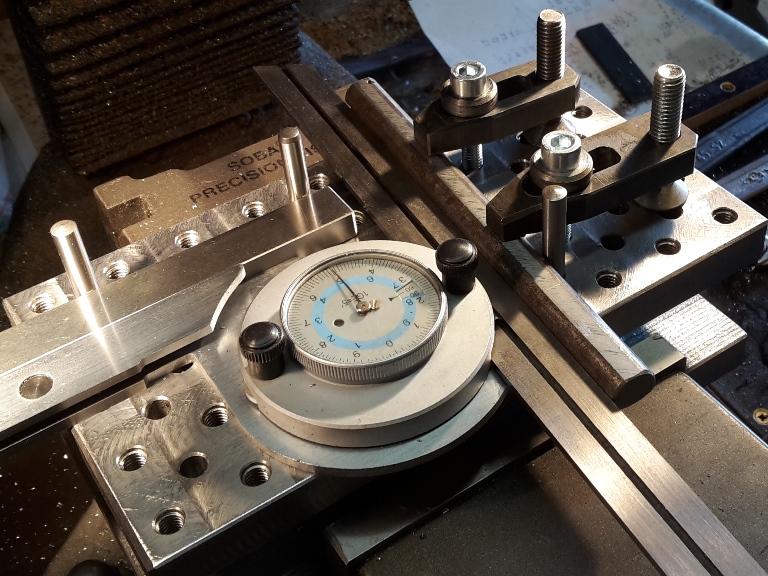
Hier mal wieder ein Beispiel kreativer Aufspannung:
Ich wollte die Stirnseite der Bohrstange zurücksetzen wobei sie in
zwei Richtungen schräg (Freiwinkel) gefräst werden sollte.
Dazu spannte ich den Aufspannquader in den neigbaren Schraubstock
(7°) und spannte die Bohrstange schräg auf dessen Oberfläche (85°,
mit dem Winkelmesser).
Die Passstifte bewährten sich wieder als Anschläge.
Dass man dabei "hinten" fräsen muss ist unpraktisch, ich wollte aber
den Schraubstock nicht um 90° drehen.
Kritik
Inzwischen arbeite ich etwas anders. Das Bohren der Justierbohrung
habe ich beibehalten aber den Drehstahlhalter spanne ich nicht mehr
im Schraubstock, sondern auf dem Rundtisch auf.
Da ich die Justierbohrung in den Schnittpunkt der Plattensitzkanten
lege kann ich beide Winkel mit dem Rundtisch fräsen ohne die
Justierbohrung als Ursprung zu verlieren.
Je nach Grösse und Spitzenwinkel der WSP und Fräserdurchmesser muss
ich den Plattensitz dann noch freistellen.
Beim Bohren des Gewindes für die Spannschraube richte ich nicht mehr
die Spindel nach der WSP-Bohrung aus sondern fixiere die WSP mit
einem passenden Dorn, drücke sie damit in den Plattensitz und
verschiebe den Drehstahl so dass die WSP im Plattensitz anliegt. Ich
spanne den Drehstahlhalter fest und verfahre den Tisch um ca. 0.12mm
in Richtung Plattensitzecke so dass die Spannschraube leicht
exzentrisch sitzt und die WSP in den Plattensitz zieht.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!