Den Z-Anschlag, insbesonder für dünne Werkstücke die sich nicht
so leicht spannen lassen hatte ich seither durch verschiedene
Positope realisiert: wm-d03c Positop
Jetzt übernehmen Anschlagstifte auf dem Dreibackenfutter diese
Funktion.
Sie lassen sich in einer Nut radial verschieben um sie auf
verschiedene Durchmesser einstellen zu können.
Nachdem ich von Stefan eine Lösung mit Anschlagstiften gesehen hatte
wollte ich sie nachbauen.
Aber nicht einfach 1:1 gleich sondern in einer Abwandlung die mir
besser gefiel.
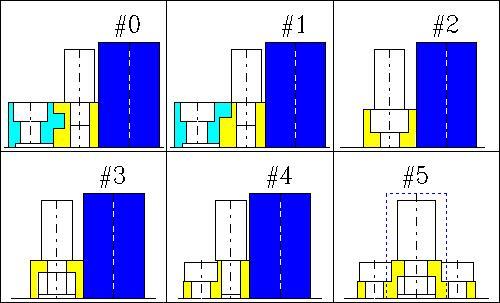
Das war natürlich nicht so einfach, hier die morphologische
Entwicklung:
blau = Backen
gelb = Grundkörper zur Aufnahme der Anschlagstifte
cyan = Spannpratze
#0 Vorgefundener Zustand: Der Grundkörper (gelb) ist radial,
parallel zum Backen verschiebbar und wird geklemmt durch die
Spannpratze (cyan)
Das war mir zu aufwendig.
#1 Wie #0 jedoch entfeinert indem die Nut durch einen Absatz ersetzt
wurde.
Das passte mir schon besser.
#2 Weiter entfeinert indem die Spannpratze entfällt. Der Grundkörper
(gelb) wird durch Schrauben in Langlöchern fixiert.
Im Prinzip nicht schlecht, aber die Langlöcher kollidieren mit der
Befestigung der Anschlagstifte.
#3 ähnlich #2 jedoch mit einer Klemmmutter in der Nut.
Die Probleme mit der Befestigung der Anschlagstifte sind auch hier
nicht gelöst.
#4 wie #3 jedoch werden die Schrauben versetzt positioniert was die
Probleme von #2 und #3 löst.
Allen Lösungen gemeinsam ist dass der Grundkörper parallel zu den
Backen verschoben wird was mir nicht gefiel.
#5 ähnlich #4 jedoch sind die Schrauben symmetrisch angeordnet und
der Grundkörper (gelb) ist radial angeordnet was mir besser gefällt.
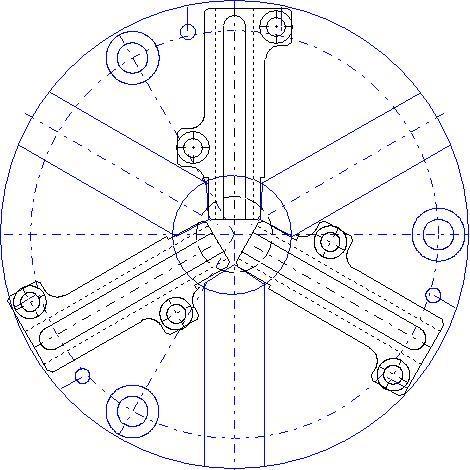
Anordnung der Anschläge auf dem Dreibackenfutter. Der minimale
Spanndurchmesser beträgt d20.
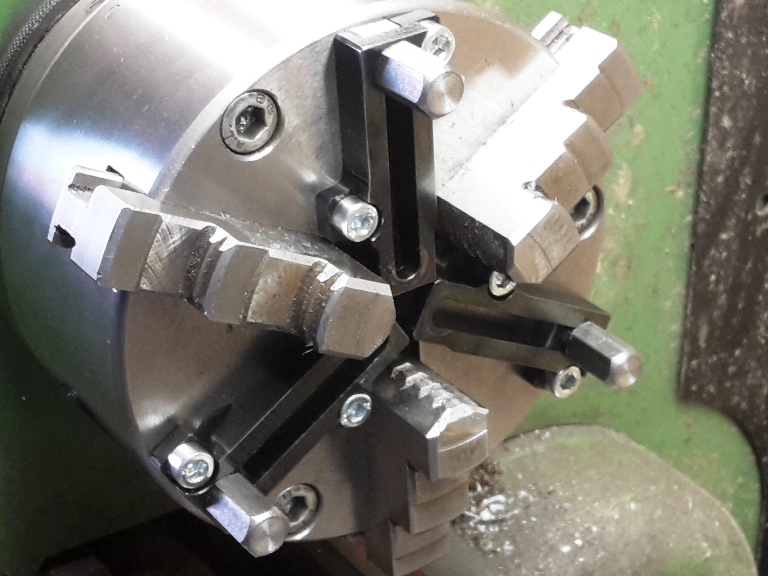
Fertig montiert, die Anschlagstifte sind für den minimalen
Durchmesser zusammengeschoben.
Die Anschlagstifte sind für den maximalen Durchmesser nach aussen
geschoben.
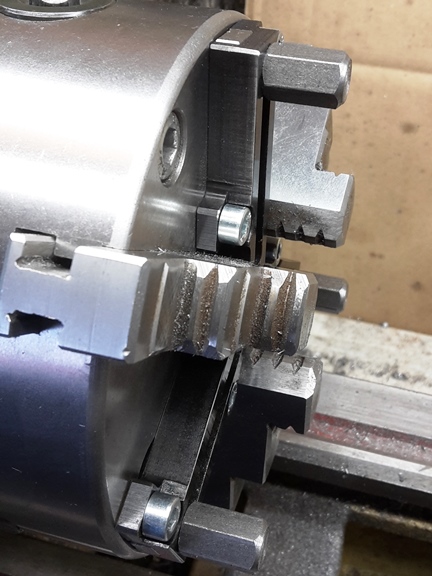
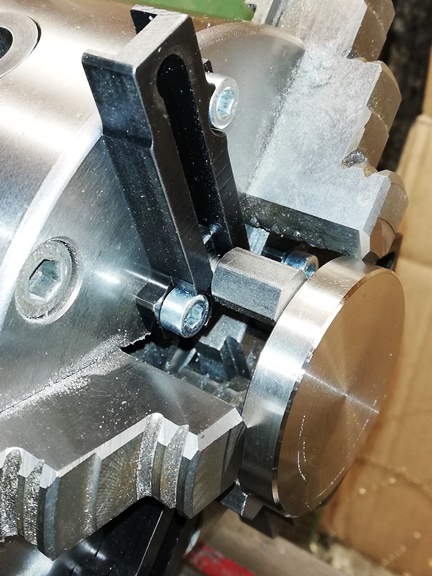
li: Die Anschlagstifte haben noch Überlänge, sie werden im
gespannten Zustand nach Bedarf auf Länge überdreht.
Das geht am einfachsten in der äussersten Position weil da die
Backen nicht stören.
re: Hier sind sie bereits überdreht auf eine Länge mit der die
Scheibe noch sicher gespannt werden konnte.
Fertigung
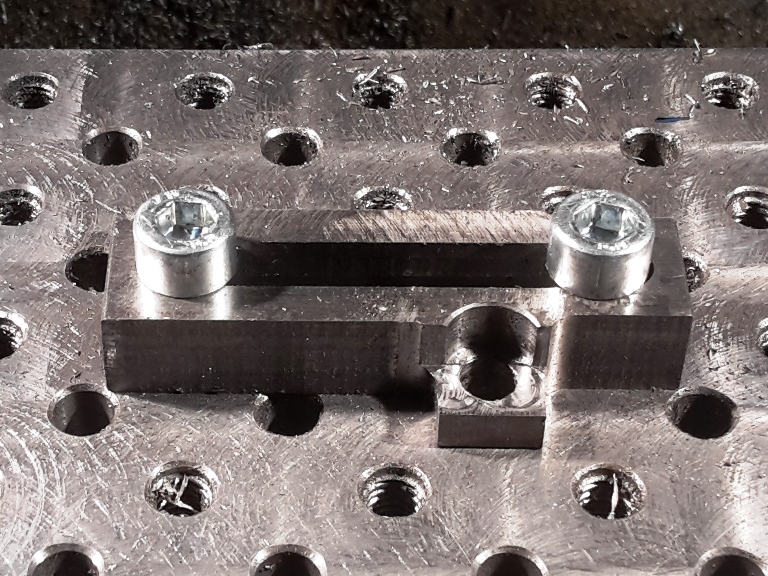
Das Fräsen der Nut war unproblematisch, das Werkstück liess sich im
Schraubstock spannen.
Das Aufspannen um die Aussenkontur fräsen zu können bereitete mir
Kopfzerbrechen.
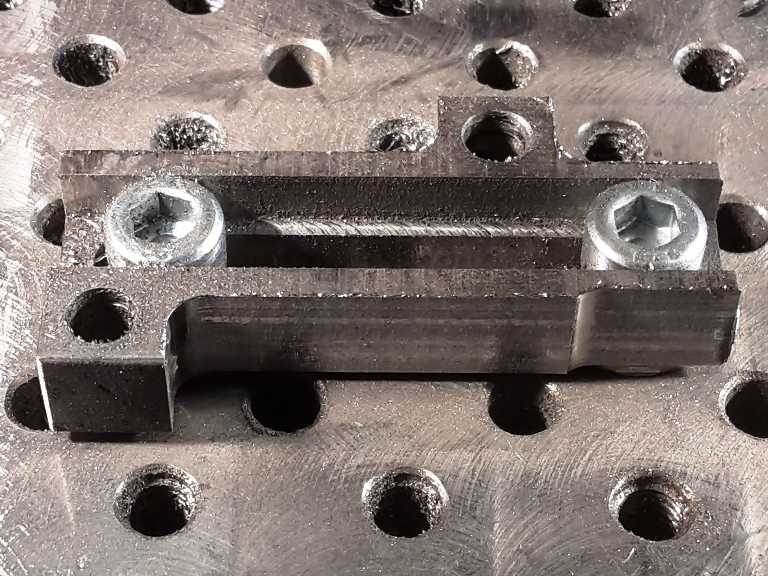
Bis ich mich an den Spannquader erinnerte:
Das Werkstück liess sich mit zwei M6-Schrauben durch die Nut auf den
Spannquader spannen.
Unterlagscheiben unter dem Werkstück erlaubten dass die gesamte Höhe
gefräst werden konnte ohne den Spannquader zu verletzen.
Ausgerichtet wurde es mit einer Parallelleiste die an zwei
Passstiften angeschlagen wurde.
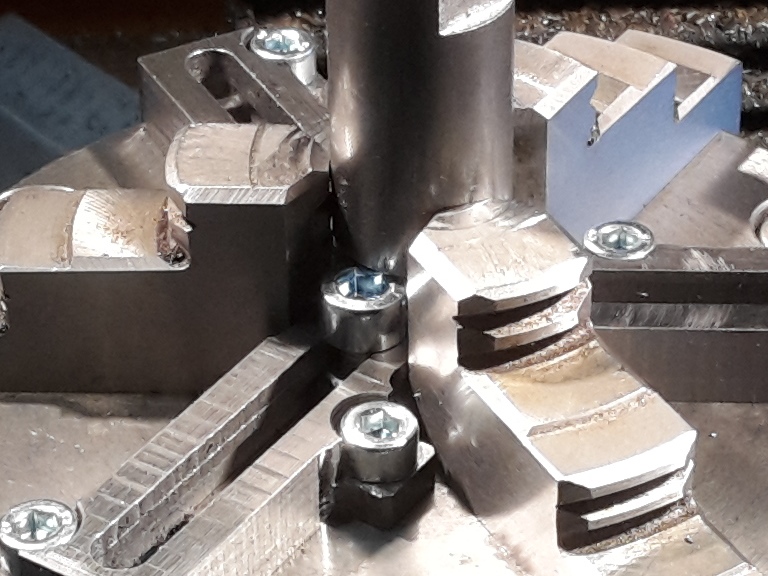
Nachdem die drei Grundkörper angefertigt waren mussten die
Befestigungsgewinde in das Dreibackenfutter gebohrt werden.
Auf dem Rundtisch natürlich.
Aber das Ausrichten bereitete wieder Kopfzerbrechen:
Zum einen musste der Rundtisch samt Futter zur Frässpindel zentriert
werden. Das gelang mit dem Zentrierdorn sehr einfach.
Zum anderen musste ein Backen parallel zur X-Achse ausgerichtet
werden. Natürlich ohne die Zentrierung zu verlieren.
Weil mir nichts besseres einfiel kurbelte ich den Rundtisch so weit
bis die Backenführung parallel zur X-Achse lag.
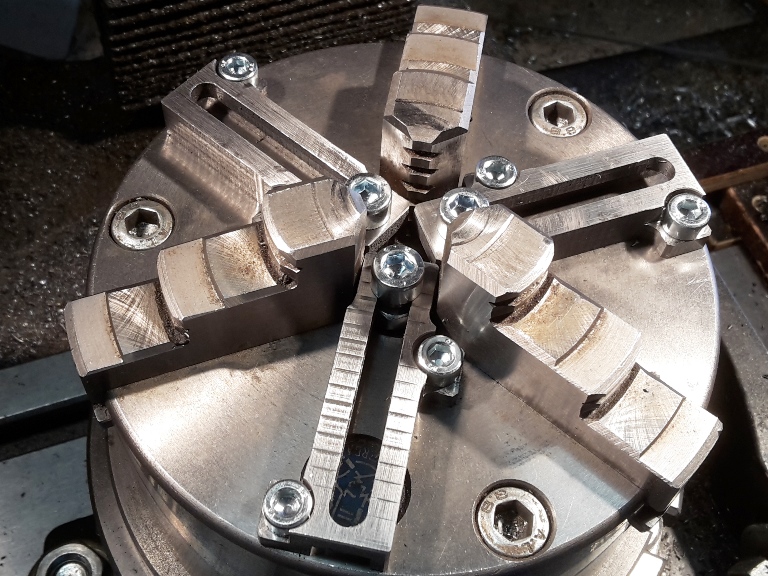
Hier sind die Gewinde gebohrt und die Grundkörper provisorisch
montiert.
Die Anschlagstiifte werden hier durch Schrauben mit Muttern
simuliert.
Das Rundmaterial ist d20. Kleinere Durchmesser lassen sich leider
nicht spannen da die Backen dann an den Grundkörpern anliegen.
Sollten doch mal kleinere Durchmesser nötig sein müsste ich die
Grundkörper seitlich nachfräsen was aber der Stabilität abtäglich
wäre.
Von der Ferigung der Nutmuttern und der Anschlagstifte gibts keine
Bilder aber das kann man sich ja sicher vorstellen.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!