Man sieht ja schon an der Nummerierung dass ich die beste
Höheneinstelllehre noch nicht gefunden habe - alle haben ihre
Nachteile.
Deshalb will ich es nun mal mit einer Voreinstellvorrichtung
versuchen mit der die Drehstahlhöhe ausserhalb der Drehmaschine
voreingestellt werden kann.
Einstellung.
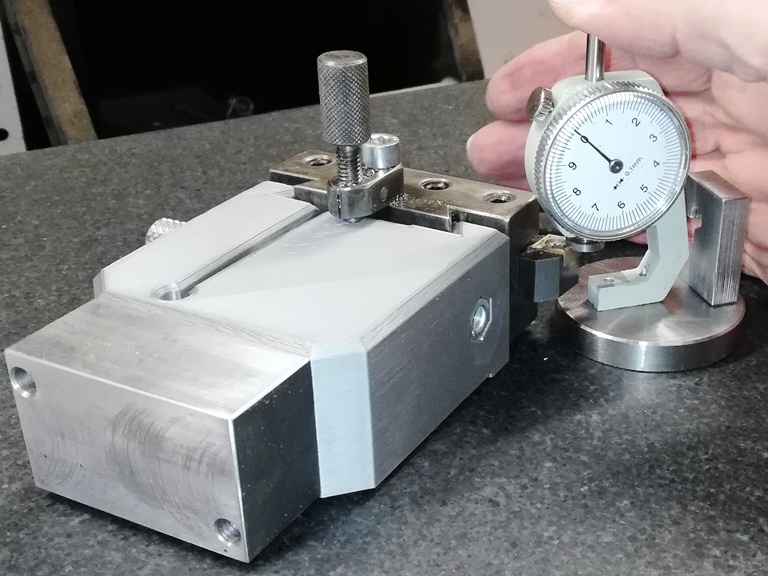
Die Drehstahlaufnahme wird mit ihrer Höheneinstellschraube in der
Höhe so eingestellt dass die nach unten gedrückte Messuhr mit ihrer
Messfläche auf der Schneide aufsetzt und die Messuhr 0 zeigt.
Die Voreinstellvorrichtung besteht aus mehreren Teilen:
Der Grundkörper. Er ist aufgebaut wie der des
Schnellwechseldrehstahlhalters - die Drehstahlaufnahme wird in
einer Schwalbenschwanznut eingeführt und geklemmt (der
Stahlklotz an der Rückseite des Grundkörpers dient als
Gegengewicht zur Drehstahlaufnahme).
Dem Grobeinstellkörper. An der oberen Fläche der
Aussparung kann der Drehstahl schon mal grob eingestellt werden
.
Die Messuhr. Sie dient zum Messen / Kontrollieren der
Schneidenhöhe.
Anders als bei den üblichen Messuhren ist hier die Messrichtung
umgedreht, der Taster befindet sich frei oberhalb des Drehstahls
und wird zum Messen manuell auf die Schneide abgesenkt. Das
erscheint mir praktikabler zu sein als die normale Messuhr deren
Taster ständig auf der Schneide aufliegen würde.
Eigentlich handelt es sich bei dieser Messuhr um ein
Dickenmessgerät das ich umgebaut habe.
Dem Normalnulleinstellkörper. Er dient zum Einstellen
(Nullen) der Messuhr
Grobvoreinstellung.
Hier wird die Drehstahlhöhe durch Vergleich mit der oberen Fläche
der Aussparung grob voreingestellt.
Fertigung
Konstruiert war der Grundkörper als Stahlteil.
Als aber beim letzten Stammtisch gedruckte Werkstücke gezeigt wurden
habe ich ihn testweise drucken lassen.
Markus war so freundlich, das Werkstück als 3D-Modell zu konstuieren
und dann auszudrucken - herzlichen Dank an dieser Stelle!
Grundkörper
Hier in Drucklage, für den Einsatz wird er um 180° gedreht und steht
dann auf den drei "Füssen".
Das Grüne sind Stützkonstruktionen für das Drucken der Überhänge,
sie werden nach dem Drucken entfernt.
Gegengewicht
Was ich nicht bedacht hatte: das gedruckte Teil wiegt ja nahezu
nichts im Vergleich zur ursprünglich angedachten Stahlausführung.
Das würde dazu führen dass der Grundkörper die montierte
Drehstahlaufnahme nicht im Gleichgewicht halten würde.
Vorsichtshalber hatte ich aber schon mal zwei Bohrungen vorgesehen
für Schrauben die ein Gegengewicht zum Gleichgewichtsausgleich
halten können.
Messuhr
Hier baute ich ein billiges Dickenmessgerät um.
Die untere Messfläche habe ich entfernt (es sah aus wie ein M5, war
aber eingeklebt) und das Bügelteil mit der Bohrung abgesägt und
überfräst.
Die untere Fläche habe ich auch überfräst damit sie im Winkel ist
und dan zwei M3-Gewindebohrungen zur Befestigung auf der Grundplatte
eingebracht.
Die Messuhr wurde auf einer Grundplatte (d50x8) befestigt.
Einstellung mit Messuhr.
li: Zum Justieren der Messuhr habe ich noch einen
Normalnulleinstellkörper gedreht
re: Um die Frage zu beantworten ob man auch Überkopfdrehstähle
messen kann:
Ich habe nur ein Überkopfabstechschwert und damit geht es, knapp
zwar, aber es geht.
Man muss eben die Dicke des Messtellers (2mm) berücksichtigen.
Nachdem alles fertig war habe ich die Teile noch brüniert. Zumindest
die die sich brünieren liessen denn der Fuss der Messuhr scheint aus
einem CrNi-Stahl zu sein der sich nicht schwärzen liess.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!