

Dabei habe ich noch gar keinen Rundtisch...
Aber im Vorgriff darauf habe ich entschieden, dass ich das
Dreibackenfutter der Drehmaschine auch hier verwenden will.
Auf dem Rundtisch ist aber die Montage des Futters von oben bzw.
vorne (Topmontage) viel praktischer als die übliche Montage von
unten bzw. hinten. Deshalb änderte ich schon mal das
Dreibackenfutter auf Frontmontage.
Am einfachsten wäre das, wenn man die vorhandenen
M8-Sacklochgewindebohrungen einfach nach vorne durchbohrte. Da ich
aber die Gewinde nicht verlieren wollte hätte ich für die
Topmontage nur M6- bzw. M7-Schrauben verwenden können.
Aber diese Gewinde waren mir zu klein bzw. ungewöhnlich.
Deshalb bohrte ich dann neue Bohrungen für M8-Schrauben.
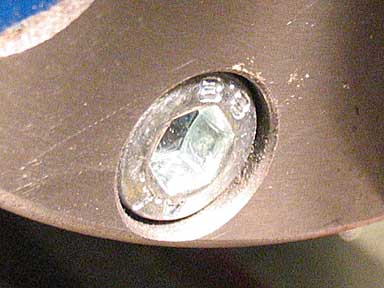
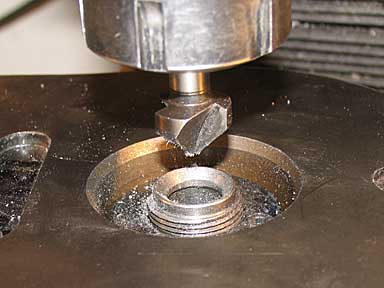
Da ich die Senkung für den Zylinderkopf nicht mit dem Norm-Senker
ausführte sondern mit einem Fräser d13.5 (danke an Horst für die
Leihgabe!) passen die Zylinderkopfschrauben dennoch. Den Plan, den
Kopf abzudrehen musste ich nicht realisieren. Die Senkung reicht
knapp an den Kantenradius des Dreibackenfutters, ohne ihn
anzuschneiden.
In die Adapterplatte des Dreibackenfutters borte ich ebenfalls
drei neue Gewindebohrungen, so dass ich nun das Futter auch auf
der Drehmaschine von vorne montieren kann. Weil die Adapterplatte
nicht abgebaut werden muss lässt sich das Futter nun sehr einfach
abbauen und auf dem Rundtisch verwenden.
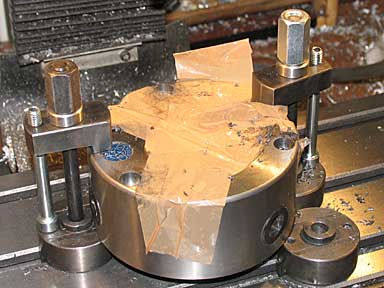
Zum Bohren spannte ich das Futter mit drei Klemmspannpratzen
auf.
Ausgerichtet wurde es mit dem Puppitaster an einer Backenführung
und zentriert mit dem Puppitaster am Aussendurchmesser.
Dabei und dann auch beim Bohren war eine Klemmspannpratze im Weg,
die also abgebaut bzw. nur noch als Unterlage eingesetzt wurde.
Leider erst im Nachhinein fiel mir ein, dass ich statt der
Klemmspannpratzen auch drei Flachmaterialien an den hinteren
Befestigungsgewindebohrungen des Futters hätte anschrauben und die
dann auf dem Tisch festpratzen können. So wäre das Futter oben
frei zugänglich gewesen und hätte sich sehr viel leichter (und
auch genauer) zentrieren lassen.
Zum Schutz des Futters vor den Bohrspänen klebte ich es mit Paketklebeband ab.
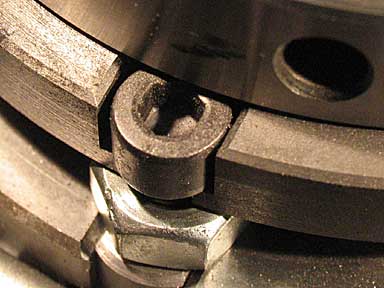
Wie man sieht passen die nicht nachgearbeiteten
Zylinderkopfschrauben M8x60 in die Senkung, die den Kantenradius
kaum anschneidet.

Nachdem das Dreibackenfutter vorbereitet ist und der Rundtisch
inzwischen auch eingetroffen ist stand nun das Anfertigen der
Adapterplatte als Verbindungselement zwischen Rundtisch und
Dreibackenfutter an.
Von Gerd hatte ich eine Graugrussplatte geschenkt bekommen. Der
Buckel in der Mitte musste natürlich ab. Erst wollte ich ihn mit
dem Winkelschleifer abtrennen, aber dann sägte ich ihn doch mit
der Bandsäge ab, auch wenn das Aufspannen ein wenig abenteuerlich
war.
Aber es ging dann doch erstaunlich gut.



Normalerweise hätte ich die Scheibe im Dreibackenfutter gespannt,
aber die Scheibe ist mit d140 doch zu gross für das 125er
Dreibackenfutter.
Also kam das Vierbackenfutter mit den Aufsatzbacken dran. Da ich
aber nicht unnötig viel von den Aufsatzbacken zerspanen wollte
schraubte ich kleine Aufsätze an. Provisorisch erst mal nur mit
ein paar Unterlagscheiben realisiert, was besseres kommt später.
In die harten Grundbacken des Vierbackenfutters wurde ein
Stahlring (Unterlagschiebe) gespannt und so die Aufsätze auf ca.
d140 ausgedreht.
Damit liess sich die Scheibe spannen und plandrehen.
Schwierig war das Drehen des Umfangs, weil die Schraubenköpfe
überstanden, aber mit einer schmalen V-WSP klappte es dann doch.
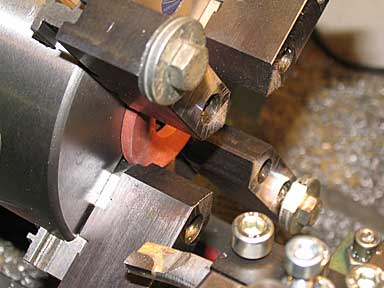


Mit den Messing-Aufsätzen statt der Unterlagscheiben sah es gleich viel besser aus.
Ich spannte die Adapterplatte an der vorgedrehten Aussenseite und plante dann die zweite Seite, drehte den Zentrierabsatz und die Zentrierbohrung.



Dann gings auf der Fräse weiter.
Ich spannte die Adapterplatte mit zweiKlemmspannpratzen auf und
zentrierte die Spindel auf den Zentrierabsatz. Die Aufspannungen
wurden gebohrt und ausgefräst.

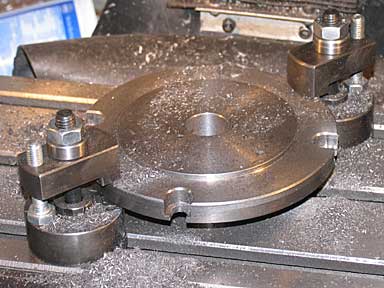
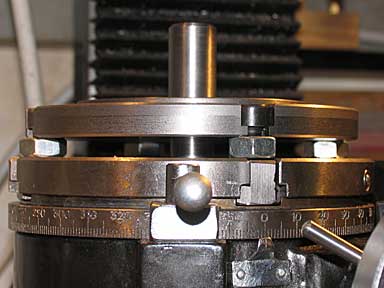
Zwischendurch wurde der Rundtisch bearbeitet:
Die Aufnahme wurde kräftig angesenkt und nun kann der Zentrierdorn
mit einer Senkkopfschraube M10 von unten gespannt werden.

In diesem Fall wurde auf die Sicherungsschraube aber verzichtet, da ich den Zentrierdorn nach oben abziehen wollte.
Die Adapterplatte wurde auf den Zentrierdorn gefädelt und M10-Muttern als Abstandshalter (ich wollte j anicht in den Rundtisch bohren) zwischen Rundtisch und Adapterplatte gelegt.
Zum Abziehen dient eine Abziehglocke: Sie wird über den Dorn gestülpt, der dann mit der M10-Schraube abgezogen wird.

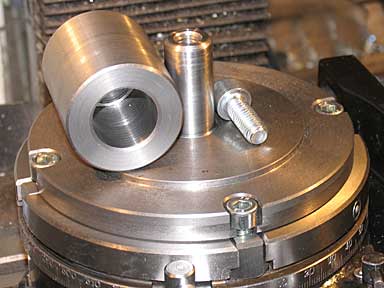
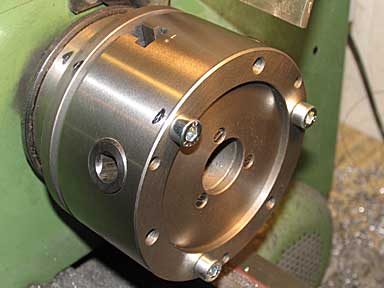
Nach dem Zentrieren der Spindel auf den Zentrierabsatz bohrte ich
die 13 Bohrungen für die Futteraufspannungen:
1) 3x120° M6 für das Aufspannen des Spannzangenfutters von vorne
(durch die M8-Gewindebohrungen hindurch)
2) 3x120° d8.5 für das Aufspannen des Spannzangenfutters, des
Dreibackenfutters und des Vierbackenfutters (Aufsatzbacken) von
hinten.
Dies wird derzeit nicht genutzt.
3) 3x120° M8 für das Aufspannen des Dreibackenfutters von vorne
4) 4x90° d8.5 für das Aufspannen des Vierbackenfutters (einzeln
verstellbar) von hinten, angesenkt für Senkkopfschrauben.
5) 4x90° M8 für das Aufspannen des Vierbackenfutters (einzeln
verstellbar) von vorne.
Dies wird derzeit nicht genutzt weil das Vierbackenfutter (einzeln
verstellbar) nicht durchgebohrt ist.
Die Testaufspannung des Spannzangenfutters mit M6 von vorne
klappte gut.
Das Dreibackenfutter konnte ich noch nicht testen, da es mit
seiner nicht normgemässen Zentrierung (d92!) (noch) nicht auf die
Adapterplatte passte.
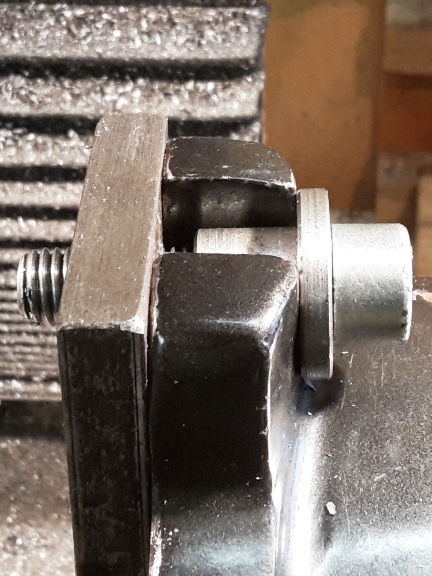
Im Detail kann man sehen, dass das Futter die Schraube zu weit abdeckt: Der Nutstein muss weiter nach aussen gesetzt werden. Was jedoch ein neues Problem schafft: Die Schraube sitzt dann zu weit aussen, weil die Adapterplatte dafür eigentlich etwas zu klein ist.


Derzeit favorisiere ich die pragmatische Lösung dieses Problems:
Erst mal abwarten, ob bzw. welches Futter benötigt wird, das sich
nur von hinten montieren lässt.
Derzeit sind das
3x120° für das Aufspannen des Spannzangenfutters, des
Dreibackenfutters und des Vierbackenfutters (Aufsatzbacken).
4x90° für das Aufspannen des Vierbackenfutters (einzeln
verstellbar).
Dabei ist zu beachten, dass für das Spannzangenfutter eine
Alternative mit 3x120° M6 von vorne besteht und das
Dreibackenfutters bereits durchbohrt ist.
Bleibt also das Vierbackenfutter (Aufsatzbacken), das tatsächlich
nicht mit 3x120° durchbohrt werden kann. Dieses Futter müsste mit
4x90° durchbohrt werden.
Dann liessen sich alle Futter von vorne montieren.
Allerdings müssten dann neben den bereits vorhandenen
Gewindebohrungen 3x120° M8 (derzeit für das Dreibackenfutter
vorgesehen) weitere Gewindebohrungen 4x90° M8 eingebracht werden.
So gesehen wäre es also besser gewesen, statt der
Durchgangsbohrungen 3x120° d8.5 bzw. 4x90° d8.5 Gewindebohrungen
M8 anzubringen (die sich notfalls auch hätten aufbohren lassen).
Wenn der Platz reicht müssen eben neue Gewindebohrungen angebracht werden. Sonst bliebe nur, Muttern einzufräsen oder Gewindeeinsätze zu montieren.
Aber es gäbe notfalls noch eine Alternative:
Die Adapterplatte könnte mit Abstandshaltern montiert werden und
das Futter dann (im aufgespannten Zustand) von hinten montiert
werden.
Da im Zwischenraum natürlich keine Inbusschlüssel eingesetzt
werden können liessen sich statt dessen Sechskantkopfschrauben mit
einem Gabelschlüssel montieren (zum Glück hatte ich vergessen, die
8.5er Bohrungen für Zylinderkopfschrauben aufzusenken).
In diesem Fall wäre der Ablauf:
Zwischendurch zeigte sich ein weiteres Problem: Das
Dreibackenfutter hatte eine nicht normgemässe Zentrierung: d92
statt d95.
Ich überlegte mehrere Optionen um es dennoch auf dem Rundtisch
verwenden zu können, denn nur deshalb wollte ich kein neues
Dreibackenfutter kaufen.
Schliesslich entschied ich mich dafür, dem Futter eine normgemässe Zentrierung zu verpassen.
Zuerst drehte ich an die Adaterplatte einen neuen Absatz d95 an und drehte dann den alten Zentrierabsatz ab.
Dann spannte ich das Dreibackenfutter verkehrt herum auf seine Adapterplatte, aber ich konnte es nicht so weit ausrichten, dass ich mit dem Rundschlag zufrieden gewesen wäre.
Deshalb spannte ich es dann im Vierbackenfutter mit einzeln verstellbaren Backen. So liess es sich schnell auf minimalen Rundlauffehler am Zentrierabsatz d92 ausrichten, den ich danach auf d95 ausdrehte.


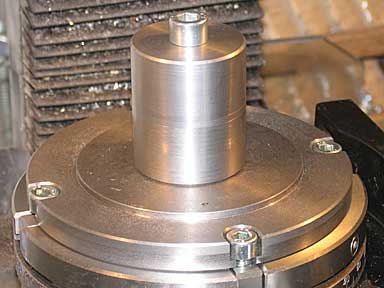
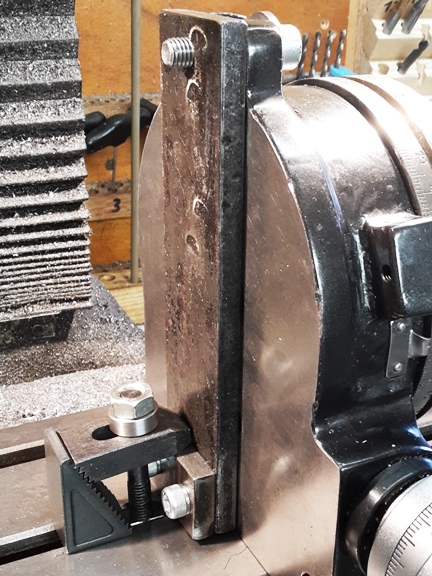
Nun liess sich auch das Dreibackenfutter auf den Rundtisch spannen.
Wobei deutlich wurde, dass das im Verhältnis zur Höhe der
Z-Säule schon sehr hoch baut.
Und dabei ist noch kein Werkzeug eingespannt und es ist keine Rede
von einem Neigetisch.
Ausserdem wurde deutlich, dass das Handrad des Rundtischs so gross ist, dass es deutlich unter die Tisch-Oberkante reicht, so dass es mit der Plexisglasabdeckung der Anbaumessschieber kollidierte.
Vorerst baute ich sie nur ab, aber auf Dauer muss ich sie
entweder (noch) tiefer setzen oder das Handrad verkleinern oder
nach vorne verlngern.
Als erste Fräsarbeit brachte ich ein paar Griffnuten an der
Abziehglocke an.
Ursprünglich wollte ich einen Sechskant anfräsen, damit ich sie
mit einem Gabelschlüssel festhalten kann.
Aber dann zeigte sich, dass das Haltemoment doch recht gering ist
und so brachte ich ein paar Nuten an, damit ich sie mit der Hand
festhalten kann.


Dem Reitstock verpasste ich zwei Passnutsteine. Die Nuten waren
bereits eingefräst. Aber natürlich nicht 12 breit, auch nicht 14,
nicht 16, sondern ca. 16.25...
Aber auch das liess sich lösen.
Auf der anderen Seite fräste ich die Passnusteine natürlich auf
die Breite 12.
Und so passte der Reitstock problemlos in die vordere Tischnut.
Und in die hintere. Nur ausgerechnet die mittlere war partiell zu
eng!
Oder der Chinese hatte es mit dem Lackieren zu gut gemeint!
Das behob ich mit einem 12er HSS-Rohling den ich in den
Schraubstock einspannte und damit die Nut "freihobelte".
Danach passten die Passnutsteine, fast schon zu gut.
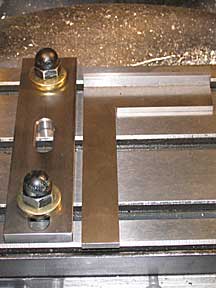
Zum Ausrichten des Rundtischs wäre es nun praktisch, wenn man das nicht mit dem Lineal machen müsste sondern einen festen Anschlag hätte, so dass man den Rundtisch zum Ausrichten in Richtung y-Achse verschieben kann.
Der Anschlag besteht aus einem parallelgefrästen Flachmaterial. Erst hatte ich nur Bohrungen vorgesehen, dann erweiterte ich sie zu Langlöchern. Ausgerichtet wird der Anschlag mit dem Winkel.
Der erste Einsatz.
Warum ich die Langlöcher einfräste sieht man hier: Der Anschlag wird mit dem Winkelmesser ausgerichtet.

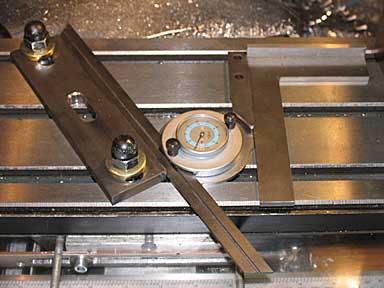
Es geht auch noch komplizierter: Hier musste der Rundtisch um weitere 90° gedreht werden, damit man mit der anderen Achse fräsen kann.

Die Hutmuttern dienen weniger der Schönheit als vielmehr dem
Schutz des Gewindes vor dem Eindringen feinster Späne.



| Warnung: Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf Ihr eigenes Risiko nachbauen! |