Die 1-2-3-Blöcke heissen so weil sie die Abmessungen 1"x2"x3" haben
bzw. in der metrischen Welt 25x50x75mm.
Ich wollte mir ähnliche Blöcke anfertigen, wählte aber 20x60x100, es
müsste also 20-60-100- bzw. gekürzt 1-3-5-Blöcke heissen.
Das passt auch gut weil ich als Lochraster 20mm wählte damit ich den
Aufspannquader als Grundplatte verwenden kann. wm-f20 Spannquader
Die Spannblöcke habe ich natürlich nicht erfunden sondern (bei
Stefan) abgeschaut und abgewandelt.
Im Prinzip sind das Lochplatten mit einer Sacklochbohrung am einen
und einer Gewindebohrung am anderen Ende.
Diese Bohrung wiederholt sich dann jedes zweite Mal, dazwischen sind
sie jeweils um 180° gestürzt.
An den Oberflächen wiederholen sich also immer Sacklochbohrung,
Gewindebohrung, Sacklochbohrung, Gewindebohrung usw.
Damit ergeben sich sehr vielfältige Kombinationsmöglichkeiten zum
Schrauben - auch wenn es wahrscheinlich immer mal eine Situation
gibt in der grad mal keine passende Gewindebohrung zur Verfügung
steht.
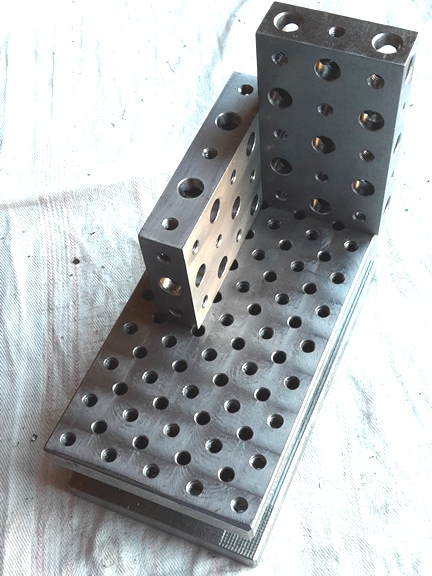
Hier z. B. ist der hochkant stehende Block von unten durch den
Flansch des Spannquaders geschraubt, der liegende Block ist an den
hochkant stehenden geschraubt. Er könnte aber auch von oben an den
Spannquader geschraubt werden.
Nötig dazu sind spezielle Schrauben, ich habe mal vier Stück von
jeder Ausführung angefertigt:
Die kurzen Schrauben (angefertigt aus einer Schraube M6x12) werden
eingesetzt um die Blöcke untereinander oder von oben an den
Spannquader zu schrauben.
Die langen Schrauben (angefertigt aus einer Sechskantstange SW10)
werden benötigt um die Blöcke von unten durch den Flansch an den
Spannquader zu schrauben.
Beiden gemein ist der freigedrehte Schaft. So lässt sich die
Schraube durch die M6-Gewindebohrung des einen Blocks / Spannquader
und dann in den anderen Block schrauben.
Die langen Schrauben haben einen Sechskantkopf weil man zwischen den
Flanschen des Spannquaders keinen Platz hat für einen
Innensechskantschlüssel.
Die Zylinderkopfschraube habe ich etwas überdreht damit sie sich in
die Senkung einführen lassen.
Die Sacklochbohrungen habe ich mit einem normal langen 10er Bohrer
gebohrt (was etwas mühsam war wegen des Pinolenwegs von 50mm).
Robert hat sich freundlicherweise bereiterklärt die Längsbohrungen
mit einem überlangen Bohrer auf Endtiefe zu bohren.
Für die Kopfauflage der Schrauben habe ich den Bohrgrund noch
geplant. Dafür habe ich den Bohrer zu einem Senker umgeschliffen.
Hier noch zwei der "unendlich" vielen Kombinationsmöglichkeiten (die
Blöcke sind hier ohne Schrauben zusammenstellt).
Als Material hatte ich C45 als Präziflach gekauft so dass ich nur
die Stirnseiten bearbeiten musste. Die Blöcke sind nicht gehärtet
und werden voraussichtlich auch nicht geschliffen. Fertigung
Von der Fertigung gibts keine Bilder aber die kann man sich ja
vorstellen. Es war nicht kompliziert sondern eher eine
Fleissaufgabe.
Aus Nachfragen weiss ich aber dass es wohl doch nicht so ganz
einfach ist sich das Innenleben der Blöcke vorzustellen.
Ich zeige deshalb hier einige Details:
Leider schneiden sich alle 10er Bohrungen in allen drei Achsen. Das
ist unschön aber unvermeidlich. Ich hätte die Probleme etwas
entschärfen können indem ich die die grossen Sacklochbohrungen in
unterschiedlichen Durchmessern gebohrt hätte. Es ging aber auch so.
Allerdings mit kräftigen Vibrationen, es wäre besser gewesen den
Bohrer im Spannzangen- statt im Bohrfutte rzu spannen...
Weil ich die Durchbrüche durch die Querbohrungen mit ihren
Vibrationen nicht auch noch ausgerechnet bei den grossen
Bohrungstiefen haben wollte begann ich mit ihnen.
Daraufhin bohrte ich die mittellangen und zum Schluss die kurzen
Bohrungen.
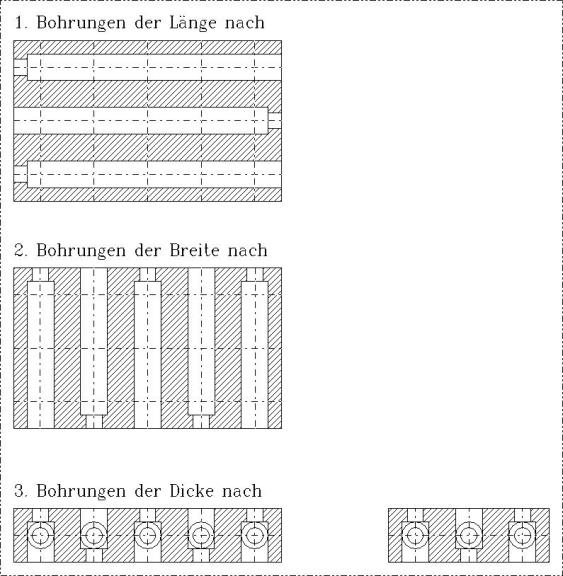
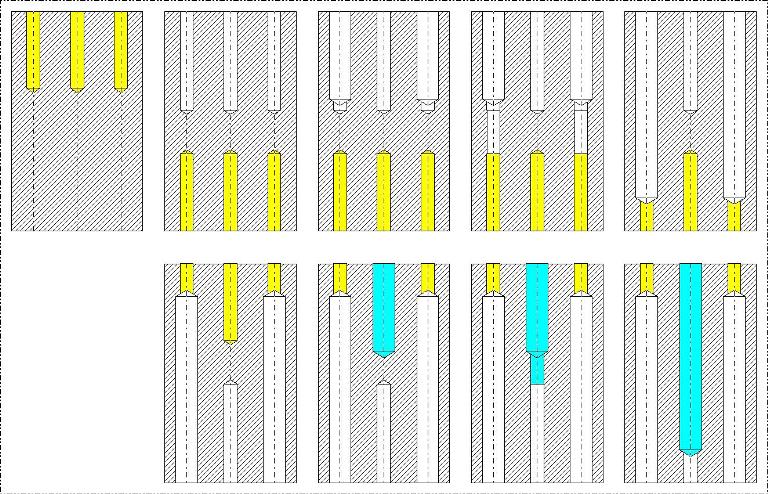
Die Bohrungen der Länge nach in den einzelnen
Bearbeitungsschritten (wegen des zu kurzen Pinolenhubs)
Gelb: Vorbohren 2 x d5 (M6) und 1 x d6 (Sacklochbohrung)
Umspannen
Weiss: Vorbohren 1 x d5 (M6) und 2 x d6 (Sacklochbohrung)
Aufbohren 2 x d10
Weiteres Vorbohren d6 bis zum Durchbruch
Aufbohren 2 x d10 so tief wie möglich
Umspannen
Cyan: Aufbohren 1 x d10
Weiteres Vorbohren d6 bis zum Durchbruch
Aufbohren 1 x d10 so tief wie möglich
Das Bohren der Gewinde, das Aufbohren mit einem überlangen Bohrer
auf Endtiefe und das Planen des Bohrgrunds mit einem Senker ist hier
nicht mehr dargestellt.
Die Bohrungen der Breite nach lief im Prinzip genauso ab,
es war nur etwas einfacher wegen der kleineren Bohrtiefe:
Auf beiden Seiten wurden die Kernbohrungen für M6 (die auch als
Vorbohrungen für das Aufbohren mit d10 genutzt wurden) bis zur Mitte
gebohrt.
Aufgebohrt wurde dann von beiden Seiten auf die Endtiefe und geplant
mit dem Senker.
Die Bohrungen der Dicke nach lief im Prinzip gleich ab, es
war nur noch einfacher wegen der kleineren Bohrtiefe:
Die Kernbohrungen für M6 (die auch als Vorbohrungen für das
Aufbohren mit d10 genutzt wurden) wurden von einer Seite
durchgebohrt.
Aufgebohrt wurde dann von beiden Seiten auf die Endtiefe und geplant
mit dem Senker.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!