Sonstiges 26
Messstativ u. a. für Senkrechtmessungen
Bei der Fertigung des Aufspannquaders
ergab sich die Notwendigkeit, nicht nur die Höhen (parallel zur
Aufspannfläche) sondern auch die Rechtwinkligkeit der senkrechten
Flächen zur Aufspannfläche zu messen.
Dafür baute ich erst ein vorhandenes stabiles Messstativ um,
genauer, ich fertigte eine neue Basis an.
Falls sich herausstellen sollte dass die Messarme zu lang sind muss
ich eben kürzere anfertigen.
Seitenübersicht
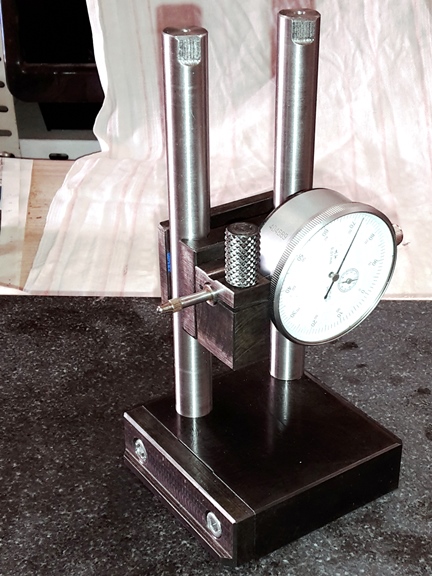
Neugebautes Stativ
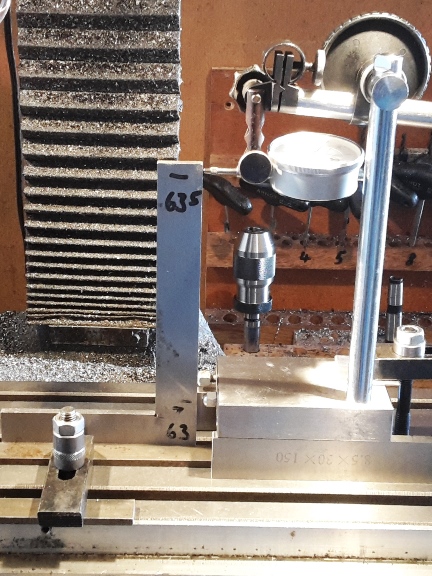
Seitheriges Messstativ, mit neuer Basis,
hier beim Messen der Höhe bzw. Parallelität
Prüfen eines Winkels
Winkeltoleranz
Beispiel einer Messung auf Umschlag
Messen der Rechtwinkligkeit einer Fläche
auf Umschlag
Anwendung der Rechtwinkligkeitsmessung in der
Praxis
Anfertigung des neuen Stativs
Da es mich dann
aber doch nicht überzeugte baute ich ein neues Stativ, speziell für
die Senkrechtmessung.
Dabei handelt es sich nicht um meine Erfindung sondern um einen
entfeinerten Nachbau von Stefans Messstativ (danke fürs
Zeigen!).
li: Zusammengebaut nach dem Brünieren, einsatzbereit.
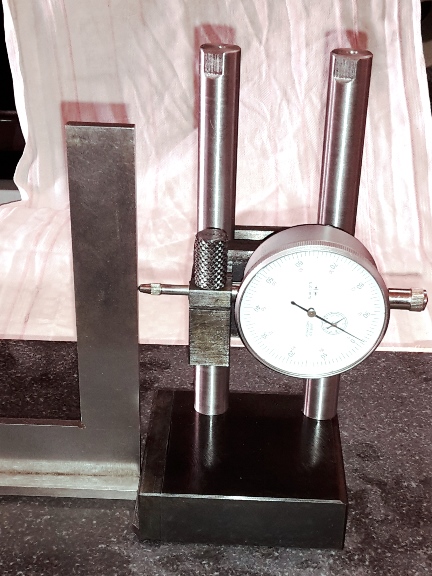
re: Hier wird das Messstativ an einem Winkel eingemessen.
Im Prinzip handelt es sich bei dem Stativ nur um einen Messuhrhalter
der eine Zweipunktmessung erlaubt:
Der erste Punkt wird durch die Anlagekante der Basis gebildet die an
den Messgegenstand angelegt wird.
Der zweite Punkt wird durch die Messspitze der Messuhr gebildet, die
sich (theoretisch exakt) senkrecht über der Anlagekante befindet.
Der Messwert zeigt dann unmittelbar wie weit sich die gemessene
Fläche hinter oder vor der Senkrechten befindet.
Seitheriges
Messstativ, mit neuer Basis: Messen der Höhe bzw. Parallelität.

Prüfen
eines Winkels (hier mit dem seitherigen Messstativ, ginge mit
dem neuen genau so)
- li:
Zunächst wird die Breite des langen Schenkels gemessen, die
Differenz ist ungefähr ein halbes Hundertstelmillimeter.
Das habe ich abe rauch erwartet, denn die Breite kann auch bei
billigen WInkeln recht genau parallelgeschliffen werden.
Schwieriger wirds beim WInkel und der soll jetzt geprüft werden.
- Die Basis des Messstativs wird auf Parallelunterlagen gestellt
die höher sind als der WInkelschenkel breit damit man das
Messstativ unterfahren kann.
Das Stativ wird leicht(!) festgepratzt damit es sich nicht
verschieben kann.
Auf dem Tisch ist ein Flachmaterial aufgepratzt als Anschlag /
Führung für den Winkel.
- Der Winkel wird mit gegen die Messuhr geschoben bis er unten
am Anschlagpunkt des Messstativs anschlägt und der Wert
abgelesen (s. u.)
- re:
Der WInkel wird umgedreht und unter das Messstativ geschoben bis
zum Anschlagpunkt und der Wert abgelesen.

Winkeltoleranz
nach DIN 875 (nach meinem Verständnis!)
Auf der Seite http://www.thome-praezision.de/deu/DIN875.html habe
ich Aussagen über die Winkeltoleranz gefunden.
Die Genauigkeitsgüte 00 lasse ich in meinem Fall unberücksichtigt da
sie angeblich auf Haarwinkel beschränkt ist.
Die Winkeltoleranz ist danach von der Genauigkeitsgüte und der Länge
des kurzen Schenkels (L1) abhängig:
Bei Genauigkeitsgüte 0 ist die Winkeltoleranz = (5 + L1/50) / 1000
Beispiel
einiger Messungen (Umschlag):
#1 Flachwinkel 130x200 ohne Güteangabe, die Differenz der
Schenkelbreite beträgt ungefähr 0,005mm, wird hier nicht
berücksichtigt.
Bei Genauigkeitsgüte 1 ist die Winkeltoleranz = (10 + L1/20) / 1000
= (10 + 130mm/20) / 1000 = 0,0165mm
Der Winkelfehler ist dann 0,0165mm / 130mm = 1:7.879
Messwert Aussenseite 3,05mm, Messwert Innenseite 3,085mm
Ergebnis
- (Differenz Aussenseite - Innenseite) / 2 = (3,05mm - 3,085mm)
/ 2 = -0,0175mm
- Winkelfehler = -0,0175mm / 125mm = -0,00014 = -1:7.143
- Das Minus bedeutet, dass der Winkel kleiner ist als 90°
Das Winkelfehlerverhältnis zur Genauigkeitsgüte 1 ist mit 7.879 /
7.143 ca. 1,1 ziemlich passend.
#2 Anschlagwinkel 100x155 ohne
Güteangabe, die Differenz der Schenkelbreite kann unberücksichtigt
bleiben.
Bei Genauigkeitsgüte 0 ist die Winkeltoleranz = (5 + L1/50) / 1000 =
(5 + 100mm/50) / 1000 = 0,007mm
Der Winkelfehler ist dann 0,007mm / 100mm = 1:14.286
Messwert Aussenseite 2,205mm, Messwert Innenseite 2,22mm.
Ergebnis
- (Differenz Aussenseite - Innenseite) / 2 = (2,205mm - 2,22mm)
/ 2 = -0,0075mm
Bezogen auf 100mm Länge = -0,0075mm / 120mm * 100mm = -0,00625mm
- Winkelfehler = -0,00625mm / 100mm = -0,0000625 oder -1:16.000
- Das Minus bedeutet, dass der Winkel kleiner ist als 90°
Das Winkelfehlerverhältnis zur Genauigkeitsgüte 0 ist mit 17.105
/ 16.000 ca. 1,07 ziemlich passend
#3 Anschlagwinkel 100x150 in einfacher Baumarktausführung,
die Differenz der Schenkelbreite beträgt ca. 0.06mm (oben
breiter), wird hier aber dennoch nicht berücksichtigt.
Bei Genauigkeitsgüte 2 ist die Winkeltoleranz = (20 + L1/10) /
1000 = (20 + 130mm/10) / 1000 = 0,033mm
Der Winkelfehler ist dann 0,033mm / 100mm = 1:3.030
Messwert Aussenseite 2,24mm, Messwert Innenseite 2,09mm
Ergebnis
- (Differenz Aussenseite - Innenseite) / 2 = (2,24mm - 2,09mm) /
2 = 0,075mm
Bezogen auf 100mm Länge = 0,075mm / 115mm * 100mm = 0,065mm
- Winkelfehler = 0,065mm / 100mm = 1:1.533
- Das positive Vorzeichen bedeutet, dass der Winkel grösser ist
als 90°
Das Winkelfehlerverhältnis zur Genauigkeitsgüte 2 ist mit 3.030 /
1.533 ca. 1,98 deutlich schlechter.
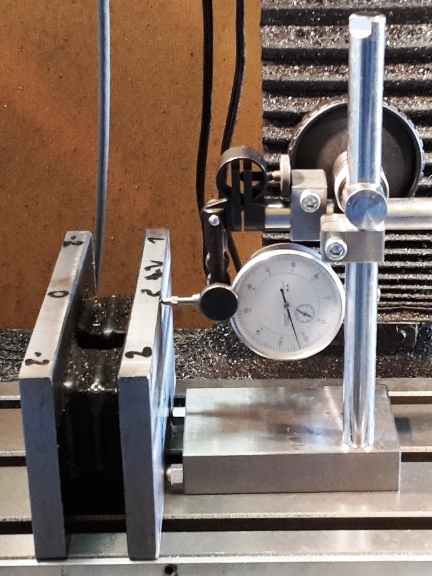
Messen der Rechtwinkligkeit
einer Fläche (Umschlag):
Sie wird auf Umschlag gemessen, alternativ könnte man auch die
Messuhr an einem Referenzwinkel nullen und dann die
Winkelabweichung direkt messen.
Zuerst habe ich die Parallelität der beiden gegenüberliegenden
langen Umgangsflächen gemessen (dass die Differenz nit bei 0,00mm
liegt bleibt zunächst mal unberücksichtigt).
Dann wird das Werkstück an die beiden unteren Anschlagpunkte der
Messstativbasis geschoben und der Messwert der Uhr abgelesen.
Nun wird das Werkstück auf die oberen langen Umgangsflächen gelegt -
wobei die Messfläche der Messuhr zugewandt bleibt) und wieder
gemessen.
li: Seitheriges Messstativ
re: Neues Messstativ

Beispiel einer Messung (Umschlag):
Messuhr an Flanschfläche #2
Umfangsseite #1 oben Messwert 4,19mm
Umfangsseite #2 oben Messwert 4,145mm
Winkelabweichung (4,19 - 4,145) / 2 = 0,0225 / 90 = 1:4.000 / (4,20
- 4,145) / 2 = 0,0275 / 90 = 1:3.273
Ergebnis
- (Differenz Umfangsseite #1 oben - Umfangsseite #2 oben) / 2 =
(4,19mm - 4,145mm) / 2 = 0,0225mm
- Winkelfehler = 0,0225mm / 90mm (angenommen) = 0,00025 =
1:4.000
- Der positive Wert bedeutet, dass bei der Messung Umfangsseite
#1 oben die Fläche überhing
Anwendung der
Rechtwinkligkeitsmessung in der Praxis:
Wenn die Messung auf Umschlag nicht möglich oder nötig ist kann man
auch messen mit einer Messuhr die an einem Winkel eingemessen wurde.
Der Anschlagswinkel aus dem o. g. Beispiel
#2 Anschlagwinkel 100x155 zeigte eine Winkelabweichung von -1:16.000
(der Winkel ist also kleiner als 90°)
Bei einer Messhöhendifferen von 90mm beträgt die Winkelabweichung
-90:16:000 = 0,0045mm was für mich ausreichend genau ist.
Man stellt die Messuhr auf eine Höhe von 90mm ein und schlägt die
Messuhr am Winkel an.
Um den Aufwand, die Uhr so zu verstellen dass sie 0,00mm anzeigt zu
erspareb kann man einfach die Messuhr ablesen und den Wert merken.
Wenn man nun eine senkrechte Fläche mit der Messuhr anfährt und sie
den gemerkten Wert anzeigt ist die Fläche genau senkrecht.
Sonst ist sie eben um die Differenz der Messwerte aus dem Winkel.
Anfertigung
eines neuen Stativs
Die seitherigen Stativarme waren mir zu gross und der Aufbau
insgesamt zu instabil, deshalb entschloss ich mich ein neues Stativ
zu bauen.
Zunächst die Grundplatte und die beiden Säulen.
Eigentlich sollten die Säulen parallel sein, schliesslich hatte ich
die Kern- und Gewindebohrungen auf der Fräse gebohrt.
Dennoch ist der Abstand oben um ca. 1.1mm enger als unten :-( !
Der Funktion wird das keinen Abbruch tun, ich verstehe nur nicht wie
es dazu kommen konnte.
Ich hatte den Eindruck dass das Rundmaterial nicht ganz gerade war
und überdrehte es - aber das brachte keine wirkliche Verbesserung.
Wenn ich die beiden Säulen gegeneinander tausche ändert sich die
Differenz um 0.1mm, also sollte der Grund doch in den
Gewindebohrungen zu suchen sein.
Nach vielen Hypothesen sah ich dann endlich, dass der
Gewindefreistich zu schmal war, das Schneideisen hatte das Gewinde
deshalb nicht bis zum Schluss geschnitten (deshalb hätte ich die
Gewindebohrungen gar nicht tiefer bohren müssen) und deshalb lagen
die Säulen gar nicht an ihrer Stirnseite an - also nach gedreht und
dann passte es.
Zumindest war die Abstandsdifferenz sehr viel kleiner geworden.

Nun hat die Grundplatte auch die Messkante.
Ich hatte mich dazu entschlossen eine schmale Anschlagkante statt
der beiden Anschlagpunkte vorzusehen.

Fräsen des Spannprismas - hier ist der Zweiachsenschraubstock wieder
unentbehrlich.

Bis auf die Brünierung fertig

Zerlegt zum Brünieren

li: Zusammengebaut nach dem Brünieren, einsatzbereit.
re: Hier wird das Messstativ an einem Winkel eingemessen.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen! |
wm-s26.htm 13.10.2016 10:00