Stichelschleifmaschine (SSM)
10: Bohrer-Schleif-Spannzange
Zusammenfassung
Das war leider keine eigene Idee - Uwe schrieb "ich habe das
Bohrerdurchmesserproblem so gelöst:
Spannzangenhalter ER16 mit 20mm Zylinderschaft wird von der
orignalen 20mm Spannzange
aufgenommen und so kann ich jeden Bohrer
bis xxmm einspannen".
Im Gegensatz zu den Spannzangen-355 der SSM überdecken die
ER-Spannzangen jeweils 1mm Durchmesserdifferenz und können so "alle"
Durchmesser spannen.
Weil Uwe eine SSM mit grösseren Spannzangenfutter besitzt musste ich
seinen Vorschlag für meine SSM etwas abändern:
Ich kaufte für die SSM eine Spannzange-355 mit d16 als
Basis-Spannzange.
Und dafür ein Spannzangenfutter-ER16A mit zylindrischem Schaft
d16x100 (C16) und Bohrung M10.
Statt des auch angebotenen 10-teiligen Spannzangen-Sets (1-10)
kaufte ich Spannzangen 6-11.
Mit diesen Spannzangen lassen sich also Bohrer spannen in einem
Durchmesserbereich von 5,1 bis 11,0.
Kleinere Bohrer werde ich eh kaum zum Bohren einsetzen oder
schleifen.
Und grössere lassen sich wegen des Spannzangenfutterdurchlasses
nicht spannen (deshalb hätte mir auch ein Spannzangenfutter-ER20
nichts genutzt), sie müssen entweder mit einer Reduzierhülse in der
18er Spannzange-355 oder eben mit der Bohrer-Schleifvorrichtung
geschliffen werden.
Schritt 1: Vermessen des
Spannzangenfutters
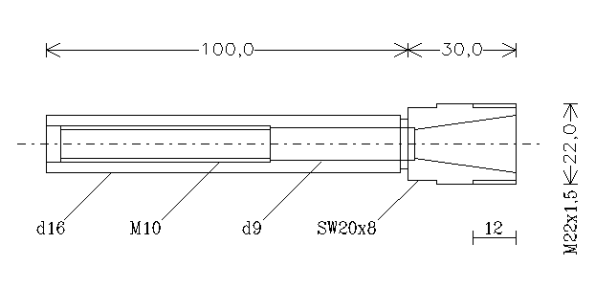
So ungefähr sah das Spannzangenfutter aus.
Schritt 2: Modifizieren des
Spannzangenfutters
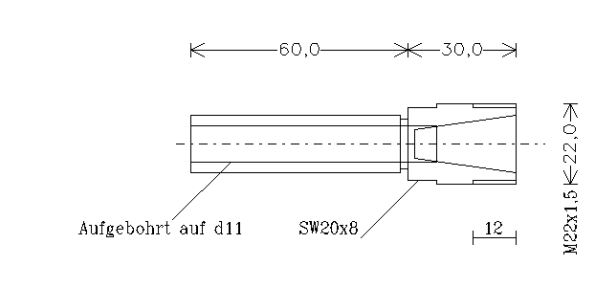
Und so sollte es nach dem Modifizieren aussehen.
Vor dem Abstechen hatte ich ziemlichen Bammel, aber es ging besser
als ich erwartet hatte.
Ins Bohrfutter hatte ich eine Gewindestange eingespannt, damit das
Futter nicht unkontrolliert abfällt.

li: Voila, ein C16-ER16A-60L ohne M10
Die Kratzer am Schaftende stammen vom ersten Einschieben des
Spannzangenfutters in die 16er Spannzange-355 und demonstrieren zum
einen die "Gratfreiheit der Spannzange und zum anderen die "Härte"
des Spannzangenfutterschaftes.
re: Aufgebohrt mit d11 und angefast, beides war unproblematisch.


Bereit zum Schleifen von Bohrern 5,1 bis d11,0.
Da die Aufnahme in der Spannzange-355 51mm (vermutlich 2") tief ist
steht das Spannzangenfutter-ER16 mit seiner Schaftlänge von 60mm ca.
9mm über. Weil der Raum bis zur Schleifscheibe aber ausreicht werde
ich den Schaft nicht weiter kürzen.

Also, nun kann ich Bohrer einspannen.
Aber wie schleift man sie denn nun?
Ich mache das folgendermassen:
- Oberes und unteres Gelenk sowie den Teilapparat auf 0°
stellen.
- Die Aufspannvorrichtung um die Schleifschwenkachse schwenken
bis die Teilapparatachse senkrecht steht.
- Bohrer einstecken, die Schneide parallel zur
Schleifschwenkachse ausrichten und klemmen
- Oberes Gelenk auf 59° schwenken für den Spitzenwinkel 118°
- Unteres Gelenk auf 10° schwenken für die erste Freifläche
- Zustellen und schleifen, bis die Schneide gut aussieht
- Zustellwert merken
- Teilapparat um 180° schwenken für die zweite Schneide
- Zustellung zurücknehmen, schleifen und zustellen bis zum
gemerkten Zustellwert, damit die beiden Schneiden gleich werden
- Unteres Gelenk auf 25° schwenken für die zweite Freifläche
- Zustellen und schleifen, bis kurz vor die Schneide
- Zustellwert merken
- Teilapparat um 180° schwenken für die zweite Schneide
- Zustellung zurücknehmen, schleifen und zustellen bis zum
gemerkten Zustellwert, damit die beiden Schneiden gleich werden
Jetzt wirds ein wenig fitzelig:
Die Übergangskante zwischen dem ersten und zweiten Freiwinkel der
beiden Schneiden sollen sich in einer Linie treffen!
Wenn ich beim Schleifen der beiden zweiten Freiwinkel vorsichtig
zugestellt habe zeigt sich, dass sich die Kanten noch nicht in einer
Linie treffen, ich muss also beide zweite Freiflächen
nachschleifen, bis sich die Kanten in einer Linie treffen.
Falls ich bei den zweiten Freiflächen zu viel zugestellt haben
sollte muss ich eben die ersten Freiflächen nochmal nachsetzen.
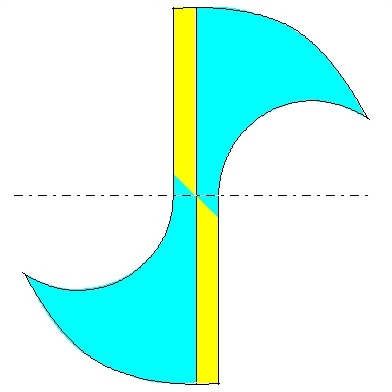
So sollte das dann etwa aussehen:
Gelb: Die beiden ersten Freiflächen
Cyan: Die beiden zweiten Freiflächen
Die Kanten zwischen den beiden Freiflächen treffen sich in einer Linie,
gehen also durch die Mittelachse des Bohrers und erzeugen damit
einen "Kegel" also eine "punktförmige Querschneide".
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen! |
wm-ssm10.htm