Stichelschleifmaschine (SSM)
14a: Bohrer schleifen mit der Standardvorrichtung
Bohrer schleifen mit der
Standardschleifvorrichtung
Das geht mit jedem Durchmesser, wobei die Spannvorrichtung
eigentlich nur bei kleinen Durchmessern funktioniert - weshalb ich
sie noch modifizierte.
Vorher musste ich die Skala für den Bohrerdurchmesser eingravieren.
Der Abstand zwischen der Stirnkante und der M6-Gewindebohrung betrug
29,5.
Die Stirnkante setzte ich dann als Nullpunkt und gravierte den 10er
Strich beim Abstand 16,0.
Von hier aus gravierte ich dann jeden Milimeter einen Strich.
Das klappte so gut, dass ich später feststellte, dass ich auch noch
Striche für negative Durchmesser graviert hatte...
Ob diese Abstände bei meiner SSM stimmen weiss ich natürlich nicht,
die Bohrer sehen aber nicht unvernünftig aus.
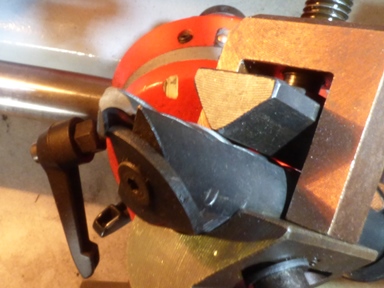
Das Vierteilkreisblech schwenkte ich so weit nach innen, dass es
etwas hinter die Spiralkante griff und stellte den Bohreranschlag so
ein, dass die Bohrerspitze etwa einen Millimeter über dem
Viertelkreisblech stand.
Die grossen Bohrer hielt ich mit der Hand, die kleinen spannte ich
mit der serienmässigen Spannvorrichtung (was ich besser fand).
Das obere Gelenk schwenkte ich auf 13° und das untere auf 0°.
Das eigentliche Schleifen ging wie beim Drehstahl schleifen, nur
dass ich eben auch noch die Schwenkbewegung für die kegelförmige
Freifläche ausführen musste.
Hier habe ich die Skala für den Bohrerdurchmesser eingraviert
(gespannt ist ein 8er Bohrer).
Das Viertelkreisblech greift etwas hinter die Spiralkante, die
Bohrerspitze steht etwa einen Millimeter über das Viertelkreisblech.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!