Stichelschleifmaschine (SSM)
14b: Bohrer schleifen mit der Spannzange
Bohrer schleifen mit der Spannzange
Das geht natürlich nur, wenn der Bohrer zufällig genau in die
Spannzange passt.
Was natürlich nur selten vorkommt.
Für Ausnahmen habe ich Reduzierungen gedreht, z. B. d12/8,6x40 für
meinen Lieblingskernlochbohrer (M8).
Die Luxuslösung wäre natürlich ein ER16-Spannzangenfutter, das in
die 355er-Spannzange der SSM eingespannt würde, weil man damit jeden
Durchmesser zwischen 1,0 und 11,0 spannnen könnte...
Diesen Luxus habe ich mir in der Zwischenzeit geleistet.
Zunächst testete ich mit einem alten 10er Bohrer.
Ich spannte ihn in der Spannzange und richtete ihn nach Augenmass so
aus, dass die Schneiden waagerecht lagen.
Dafür habe ich mir inzwischen eine Strichplatte angefertigt.
Dann schwenkte ich das obere Gelenk auf den Skalenwert 59° (um auf
den Spitzenwinkel von 118° zu kommen - wie sich der Winkel errechnet
kann sich ja jeder selbst ausdenken).
Das untere Gelenk schwenkte ich auf 10° für den ersten Freiwinkel.
Ich schliff eine Schneide fertig und merkte mir dabei die
Zustellung.
Dann drehte ich die Spannzange um 180°, stellte die Zustellung
zurück und schliff die zweite Schneide bis zur gemerkten Zustellung.
Nun stellte ich noch ein paar Striche zu und schliff die zweite
Schneide fertig bis zum Ausfunken.
Anschliessend drehte ich die Spannzange wieder um 180° und schliff
ohne weitere Zustellung die erste Schneide fertig bis zum Ausfunken.
So aufwendig muss man nur arbeiten wenn sehr viel abzuschleifen ist.
Wenn es nur wenig ist schleife ich eine Schneide mit wenig
Zustellung und dann gleich die zweite Schneide.
Ich stellte dann 25° ein am unteren Gelenk und schliff den zweiten
Freiwinkel. Dabei versuchte ich die Übergangskante der beiden Seiten
auf gleiche Höhe zu bringen, so dass sie genau gegenüberlagen und
sich in der Mitte in einem Punkt trafen.
Bilder gibts davon keine, weil das wirklich sehr schwierig zu
fotografieren ist. Es ist aber auch schwierig zu schleifen.
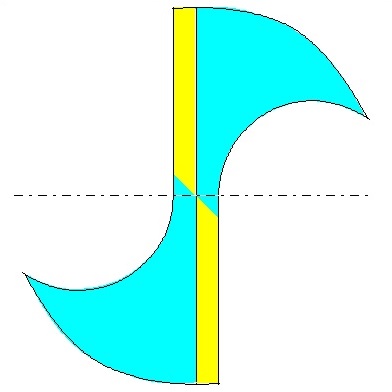
Deshalb nur mal ne Zeichnung die das Prinzip darstellt:
1. Gelb, die erste Freifläche
2. Cyan, die zweite Freifläche
Die beiden Freiflächen schneiden sich in einer durchgehenden Linie,
parallel zu den Shcneiden und durch die Mitte des Bohrers. In der
Mitte wird eine Spitze gebildet die das Ausspitzen des Bohrers
unnötig macht.
Kurzbeschreibung der Standard-Methode
1. Oberes und unteres Gelenk sowie den Teilapparat auf 0° stellen.
2. Die Aufspannvorrichtung um die Schleifschwenkachse schwenken bis die Teilapparatachse senkrecht steht.
3. Bohrer einstecken, die Schneide parallel zur Schleifschwenkachse ausrichten und klemmen
4. Oberes Gelenk auf 59° schwenken für den Spitzenwinkel 118°
5. Unteres Gelenk auf 10° schwenken für die erste Freifläche
6. Zustellen und schleifen, bis die Schneide gut aussieht
7. Zustellwert merken
8. Teilapparat um 180° schwenken für die zweite Schneide
9. Zustellung zurücknehmen, schleifen und zustellen bis zum gemerkten Zustellwert,
damit die beiden Schneiden gleich werden
10. Unteres Gelenk auf 25° schwenken für die zweite Freifläche
11. Zustellen und schleifen, bis kurz vor die Schneide
12. Zustellwert merken
13. Teilapparat um 180° schwenken für die zweite Schneide
14. Zustellung zurücknehmen, schleifen und zustellen bis zum gemerkten Zustellwert,
damit die beiden Schneiden gleich werden
Jetzt wirds ein wenig fitzelig:
Die Übergangskante zwischen dem ersten und zweiten Freiwinkel der beiden Schneiden sollen sich
in einer Linie treffen!
Wenn ich beim Schleifen der beiden zweiten Freiwinkel vorsichtig zugestellt habe zeigt sich,
dass sich die Kanten noch nicht in einer Linie treffen, ich muss also beide zweite Freiflächen
nachschleifen, bis sich die Kanten in einer Linie treffen.
Falls ich bei den zweiten Freiflächen zu viel zugestellt haben sollte muss ich eben die ersten
Freiflächen nochmal nachsetzen.
Unten ist eine alternative Schleifmethode beschrieben die einfacher
ist.
Bohrer schleifen mit der
Schwenkvorrichtung - Kurzanleitung
- Ausrichtefinger abziehen, 12er Spannzange montieren,
Bohrerschleifvorrichtung montieren, Spannzange spannen, Teilkopf
freigeben (linke Position – warum rechte Position, also fixiert
angegeben wird verstehe ich nicht).
- Kreuztisch so weit verschieben, bis die Vorderfläche etwa 15mm
über die Vorderfläche des Querschlittens steht.
- Teilkopfträger verschieben bis das Viertelkreisblech ca. 1 mm
vor der Schleiffläche steht
- Am oberen Gelenk 13° einstellen.
- Am unteren Gelenk 0° einstellen.
- Prisma entsprechend des Bohrerdurchmessers verschieben.
- Bohrer einlegen, die Schneidkanten symmetrisch / senkrecht zum
Prisma ausrichten, die Stirnfläche soll ca. 0,5 mm über dem
Viertelkreisblech stehen, diese axiale Lage mit dem Anschlag
sichern, Bohrer fixieren, das Viertelkreisblech so weit
verdrehen dass es an der Wendelkante anliegt.
- Vorrichtung nach oben schwenken und Schneide schleifen mit
entsprechender Zustellung, wie bei einem Drehstahl. Nur dass
anschliessend die Vorrichtung nach unten geschwenkt wird um die
kegelförmige Freifläche zu schleifen. So lange zustellen bis die
Schneide fertig ist - Wert der Zustellung merken!
- Bohrer um 180° drehen, Zustellung zurückdrehen und die zweite
Schneide dann in gleicher Weise schleifen bis zum gemerkten Wert
der Zustellung.
- Noch ein paar Striche zustellen und zweite Schneide
fertigschleifen bis zum Ausfunken.
- Ohne weitere Veränderung den Bohrer wieder zurückwenden und
die erste Schneide fertigschleifen bis zum Ausfunken.
Schleifversuche,
alternative Schleifmethode
Nachdem in der Zerspanungsbude ein alternativer Schliff
vorgeschlagen wurde habe ich mal eine kleine Versuchsreihe
angestellt.
li: Ein alter Kegelmantelschliff mit sehr grosser Querschneide
(d11).
re: Versuch eines Vierflächenschliffs (d10).
Trotz Ausrichtens sind die ersten Freiflächen nicht parallel zur
Schneide und damit konnten die Übergangskanten zu den zweiten
Freiflächen nicht in eine Linie gebracht werden.


li: Hier habe ich die vorgeschlagene alternative Schleifmethode
ausprobiert:
Das obere Gelenk bleibt auf dem Skalenwert 59° (für den
Spitzenwinkel von 118°), das untere Gelenk wird auf 12° (für den
ersten Freiwinkel) eingestellt.
Mit dem Teilkopf wird nun bei 0° und 180° die erste Freifläche
geschliffen.
Bei 30° und 210° werden - ohne weitere Änderungen! - die zweiten
Freiflächen geschliffen.
Im Gegensatz zur Standardmethode (s. o.) werden die beiden
Freiflächen etwa gleich gross und - was wohl viel wichtiger ist -
die Übergangskanten verlaufen tatsächlich in einer Linie und
treffen sich in der Bohrermitte.
Und zwar "automatisch", die Methode ist also sehr prozesssicher.
re: Einen Folge hat die alternative Schleifmethode aber auch, es
ist mir allerdings nicht klar ob es in der Praxis ein Nachteil
ist:
Die zweite Freifläche hat keinen weiteren Freiwinkel gegenüber der
ersten weshalb es wohl sinnvoll ist, wenn man den ersten eher
etwas grösser wählt.


Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen! |
wm-ssm14b.htm
07.02.2016 16:00