Stichelschleifmaschine (SSM)
14d: Schleifen eines Mini-Drehstahls
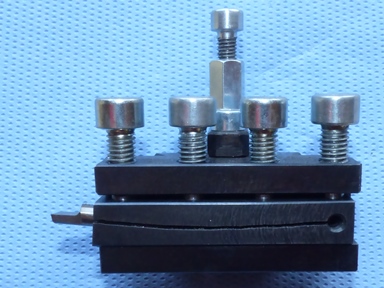
Drehstahl für einen rechten Drehstahlhalter
Der Drehstahl hat neutrale Spanwinkel, da zum einen der
Drehstahlhalter einen positiven Einstellwinkel in RIchtung X-Achse
hat und zum anderen lässt sich der Drehstahl so drehen, dass sich
ein positiver Spanwinkel in Richtung Z einstellt.
li: Als rechter Drehstahl musste er natürlich viele Freiwinkel
bekommen:
Seitlich, also in Richtung X schmaler werdend, dabei auch nach
unten.
Vorne einen in Richtung Z, dabei auch nach unten. re: Der Drehstahl wird im Halter mit den Schrauben der Aufnahme
geklemmt.
Beim ersten Drehversuch zeigte sich schon, dass der Drehstahl
zurücksteht gegen dem Halter und das problematisch werden dürfte
wenn man nahe am Futter arbeiten muss.
Ausserdem zeigte sich, dass der Drehstahl sehr scharf ist und auch
feine Zustellungen erlaubt.
Allerdings scheint mir der Eckenradius zu klein zu sein, so dass die
Oberfläche feinriefig wurde.
Ich werde den Halter noch mal überarbeiten und dabei die
Bohrungsachse zusätzlich gegenüber der X-Achse um 10° verdrehen.
Natürlich ändern sich dadurch die Winkel des Drehstahls, die
Hauptschneide werde ich auf 5° positiv schleifen, so dass sich mit
dem Einstellwinkel von -10° ein effektiver Freiwinkel von -5°
einstellen wird. Ausbaustufe 1:
Im Prinzip ist das der gleiche Halter nochmal, allerdings ist jetzt
die Bohrung nicht mehr nur 6° nach oben geneigt, sondern auch 10°
nach links gedreht.
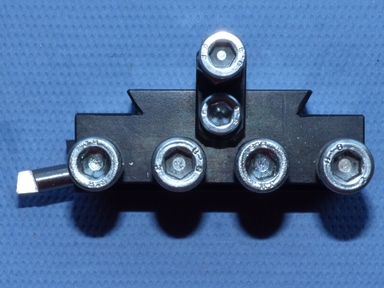
li: Draufsicht
re: Seitenansicht
li: Eingespannt in der Drehstahlhalteraufnahme - Draufsicht
mi: Seitenansicht
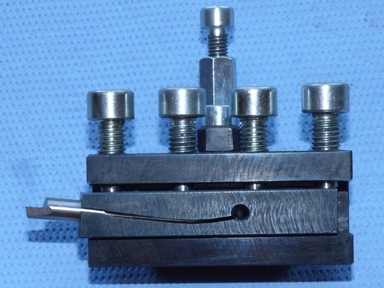
re: Schräg von vorne
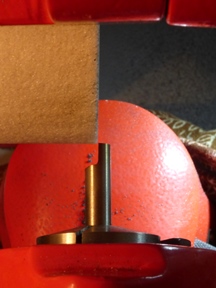
Schleifen des Drehstahls der Ausbaustufe 1:
li: Der Drehling wird halbiert.
mi: Die senkrechte Einstellachse wird auf 5° und die waagerechte
Einstellachse auf 12° eingestellt.
re: Mit dieser Einstellung wird die Hauptschneide geschliffen.
1: Die waagerechte Einstellachse bleibt auf 12° eingestellt.
Die senkrechte Einstellachse wird auf 90° geschwenkt.
2: Dann wird die Skala um 15° auf 75° weitergedreht.
3: Der Anschlag wird entriegelt und die sekrechte Einstellachse auf
90° weitergedreht, sie liegt nun bei -15°.
4: Mit dieser Einstellung wird die Nebenschneide geschliffen.
Hier kann man deutlich sehen, dass der Teilkopfträger über 90°
hinaus gedreht wurde.
Nach dem Schleifen des Drehstahls habe ich ihn abgetrennt.
In der Draufsicht kann man die seitlichen Freiwinkel von 5° an der
Hauptschneide (unten) und 15° an der Nebenschneide (Stirnseite) gut
erkennen.
In der Seitenansicht kann man die Hauptschneide gut erkennen.
Die Schneidecke habe ich auf einem Bankstein leicht verrundet.
Durch das Schleifen ergeben sich am Drehstahl folgende Winkel:
Spanwinkel - durch das Halbieren ergeben sich 0°.
Anstellwinkel - bei der Hauptschneide liegt er bei 5° und bei der
Nebenschneide bei 15°.
Freiwinkel - nach unten betragen sie jeweils 12°.
Zusammen mit den Einstellwinkeln von 6° waagerecht und -10°
senkrecht ergeben sich folgende effektive Winkel:
Spanwinkel - 6° radial und längs (wenn man den Drehstahl um 6° aus
der Waagerechten verdreht).
Anstellwinkel - bei der Hauptschneide und der Nebenschneide 5°.
Freiwinkel - nach unten jeweils
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!