Am besten wäre es sicherlich nur jeweils die Spanflächen
nachzuschleifen und die Mantelfläche nicht anzurühren.
Auf der SSM ist das aber nicht (so einfach) zu realisieren.
Deshalb habe ich einen Kegelsenker (Nenndurchmesser 20mm) auf der
SSM an der Mantelfläche nachgeschliffen.
Dabei habe ich es zu gut gemeint, der Senker war nicht nur scharf,
er war so aggressiv dass er einhakte bzw. ratterte - man muss den
Freiwinkel also zurückhaltend wählen.
Ich zeige hier mal die zugrundeliegende Geometrie, dabei
unterscheide ich drei Fälle:
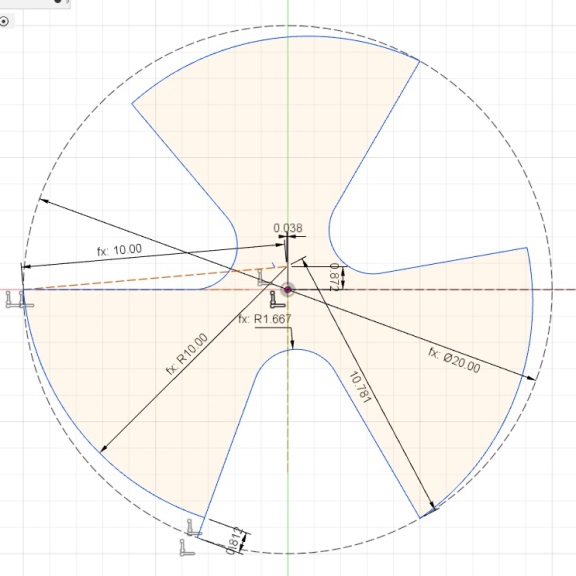
Fall 1
Hier gibt es nur eine Freifläche, sie ist rund und wird exzentrisch
geschliffen so dass sich der gewünschte Freiwinkel an der Schneide
einstellt.
Diesen Freiwinkel habe ich hier beispielhaft mit 5° angenommen was
wohl deutlich zu viel sein dürfte.
Dieses Ergebnis überzeugte mich noch nicht mal in der Theorie - in
der Praxis würde es eine exzentrische Adapterbuchse erfordern was
mir zu aufwendig ist.
Diesen Fall beachte ich deshalb nicht weiter. Fall 2
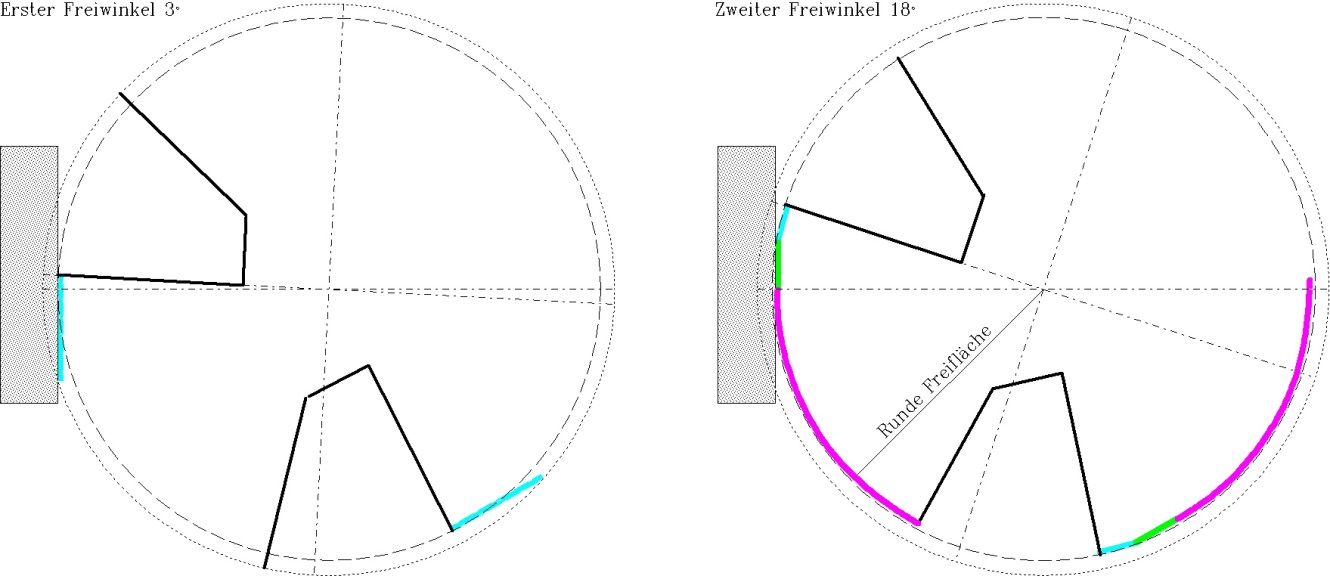
In diesem Fall werden zwei, genauer sogar drei Freiwinkel bzw.
Freiflächen vorgesehen:
Der erste Freiwinkel (cyan) wirkt effektiv an der Schneide, der
zweite Freiwinkel (grün) und daran anschliessend die dritte
Freifläche (lila) schaffen weiteren Freiraum innerhalb des
Flugkreises.
Der grosse Vorteil hier liegt darin, dass die Freiflächen
konzentrisch, also ohne exzentrische Adapterbuchse in der SSM
geschliffen werden können.
Im linken Bild ist der Zustand dargestellt wie die erste Freifläche
(cyan) geschliffen wird. Dazu wurde das untere Gelenk der SSM auf 3°
abgesenkt (die 3° sind erst mal nur ein symbolischer Wert, ob der
funktioniert ist eine andere Frage). Dieser Vorgang ist ja noch
einfach.
Im rechten Bild wirds komplizierter. Da ist dargestellt wie die
zweite Freifläche (grün) geschliffen wird. Dazu wurde das untere
Gelenk der SSM auf 18° abgesenkt (die 18° sind erst mal nur ein
symbolischer Wert um das Vorgehen zu zeigen).
Die Zustellung des Senkers wird so gross gewählt dass von der ersten
Freifläche noch eine Höhe von etwa 0.5mm stehen bleibt. Dies ergibt
die zweite Freifläche mit 18°, sie ist genauso eben wie die erste
Freifläche.
Mit dieser Zustellung wird nun die dritte Freifläche (lila)
geschliffen indem der Senker um seine Längsachse geschwenkt wird.
Dabei ist wichtig dass in der einen Richtung nicht so weit
geschwenkt wird dass in den nächsten Zahn geschliffen wird und in
der anderen zumindest die erste Freifläche erhalten bleibt -
schwenkt man darüber hinaus verringert sich die Freifläche auf 0 und
man erhält einen rundgeschliffenen Senker!
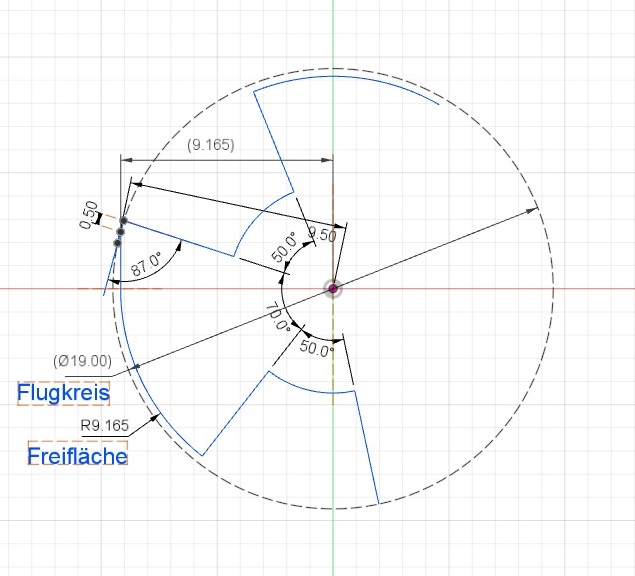
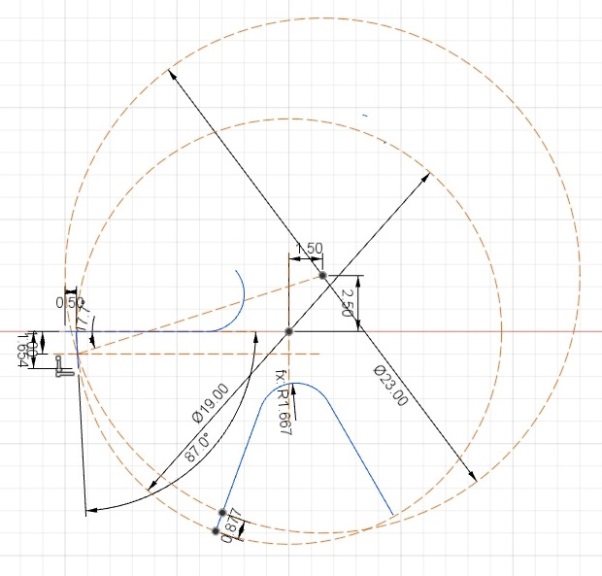
Genauere Darstellung einer Schneide (Position links auf 9 Uhr)
Dargestellt ist die Situation nach dem Schleifen der ersten
Freifläche - das untere Gelenk der SSM ist auf 18° abgesenkt, die
Zustellung wird so gewählt dass der Abstand zwischen Schleifscheibe
und Senkerlängsachse ca. 9.165mm beträgt, dies erzeugt die ebene
zweite Freifläche.
Mit dieser Einstellung wird der Senker beim Schleifen um seine
Längsachse geschwenkt, dies erzeugt die dritte Freifläche mit dem
Radius ca. 9.165mm.
Der radiale Abstand zum Flugkreis beträgt (19 / 2) - 9.165 =
0.335mm.
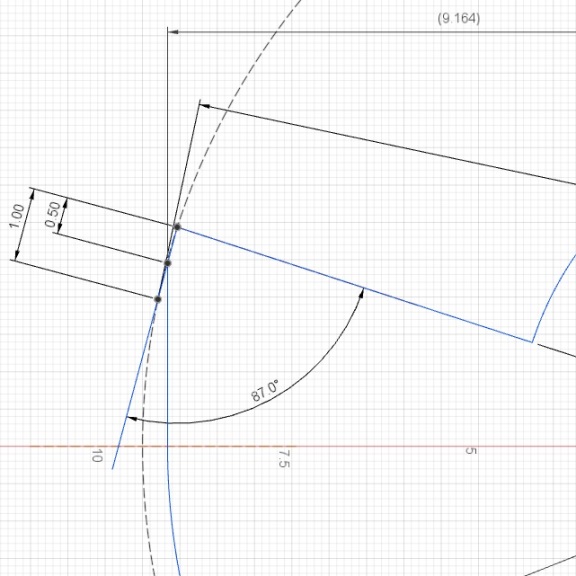
li: Darstellung beim Schleifen der zweiten und dritten Freifläche
re: Deteils der ersten Freifläche, von der Höhe der ursprünglichen
Freifläche von ca. 1mm wird nur noch 0.5mm übriggelassen.
Nach diesen theoretischen Überlegungen
nun das Vorgehen in der Praxis beim Schleifen auf der SSM
Beide Gelenke auf 0° stellen.
Senker so einspannen dass die Spanfläche waagerecht,
rechtwinklig zur Schleifscheibenebene liegt.
Oberes Gelenk auf 45° schwenken für den 90°-Kegelsenker.
Unteres Gelenk auf 3° schwenken fpr den ersten Freiwinkel.
Schneide nach Bedarf schleifen, für die anderen Schneiden
wiederholen, bei Bedarf den ganzen Durchgang wiederholen.
Unteres Gelenk auf 18° schwenken.
Zweite Freifläche schleifen, dabei beachten dass von der
ersten Freifläche noch ca. 0.5mm stehenbleibt.
Mit dieser Einstellung den Senker um seine Längsachse
schwenken.
Dabei darauf achten dass nicht in die nachfolgende Schneide
geschliffen wird, beim Zurückschwenken darauf achten dass die
zweite, auf jeden Fall aber die erste Freifläche erhalten
bleibt!
Fall 3
In diesem Fall wird die Mantelfläche mit einem so grossem Radius
geschliffen dass man nicht in den nächsten Zahn schleifen kann.
Dieser Fall setzt aber eine grosse Exzentrizität voraus und kann
nicht mit der konzentrischen Spannzange in der SSM geschliffen
werden.
Diesen Fall beachte ich deshalb nicht weiter.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!