Fräsmaschine: Erweiterungen 13
Spannblock für das Spannzangenfutter
Auf die Idee hatte mich Tommy gebracht als ich das Spannzangenfutter
für die Drehwerkzeuge vorstellte.
Der Zweck dieser kleinen Vorrichtung besteht darin, dass man kleine
runde Teile im Spannzangenfutter spannen kann um sie auf der Fräse
zu bearbeiten (fräsen, bohren etc.) und dabei um je 90° (beim
Sechskant eben um 60°) verdrehen kann ohne sie ausspannen zu müssen.
Also wie bei einem Teilapparat / Rundtisch, nur viel einfacher.
Ich habe dann zwar festgestellt, dass man in GB für wenig Geld
professionell hergestellte Spannblöcke kaufen kann.
Dennoch hat es mich gereizt, zumindest den Vierkant (ein Sechskant
steht noch aus) selber herzustellen.
Der Schlosser meines Vertrauens hatte kein 60x60 Material da, aber
dafür einen Rest 55x55 - das ging auch.
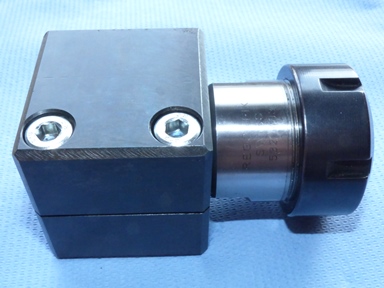
li: Waagerecht liegende Anordnung
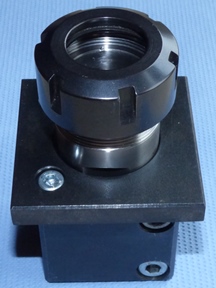
re: Senkrecht stehende Anordnung
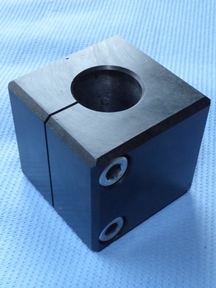
li: Der eigentliche Spannblock, ohne Spannzangenfutter
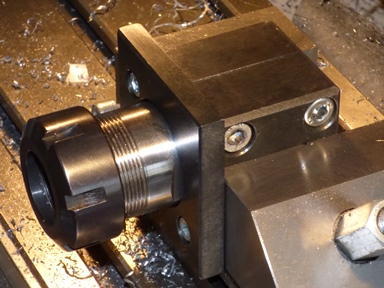
re: Der Spannblock im Einsatz, beim Anfräsen einer Schlüsselfläche
an einem Rundmaterial
Ausbaustufe 1:
Kalle schlug einen Anschlagkragen vor um den Spannblock in
Achsrichtung des Spannzangenfutters anschlagen zu können.
Weil ich ihn nicht von vornherein eingeplant hatte konnte ich
einigen Zwängen im Lochbild nicht ausweichen.
li: Ich führte den Anschlag als quadratische Platte aus, die auf die
Stirnseite des Spannblocks geschraubt wurde.
In der Mitte sah ich eine grosse Bohrung vor für den Hals des
Spannzangenfutters. So konnte ich vermeiden, dass sich die Bauhöhe
vergrösserte.
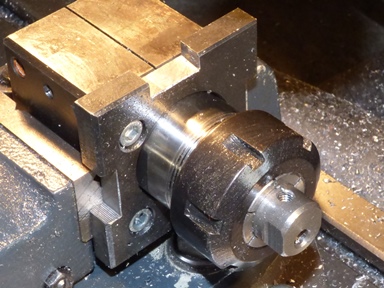
re: Spannblock mit Anschlagplatte und Spannzangenfutter.
li: Spannblock in waagerechter Anordnung.
re: Spannblock in senkrechter Anordnung.
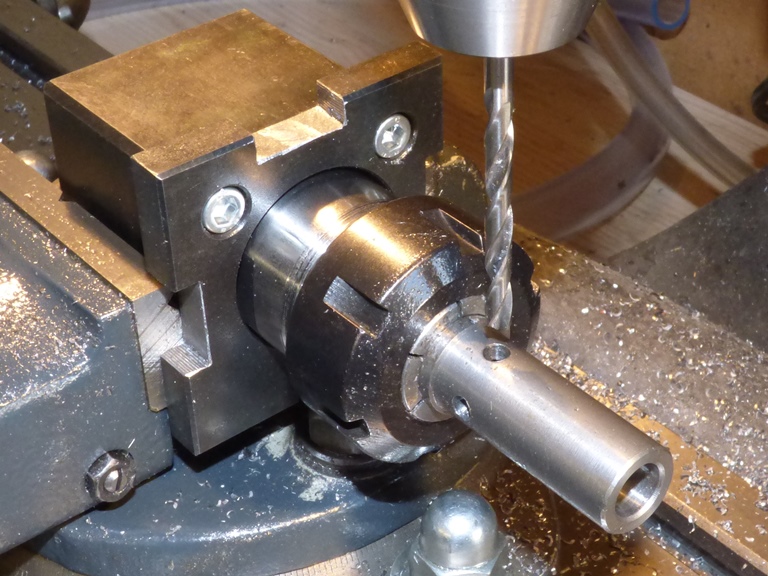
Spannblock im Einsatz, hier beim Bohren (vom Sägen habe ich kein
Bild gemacht).
Die Ausschnitte am Rand der Anschlagplatte musste ich nachträglich
noch einfräsen wegen der Engstelle zu den Drehtellerschrauben des
Schraubstocks.
Hier im Einsatz bei senkrechter und waagerechter Aufspannung.
li: In der senkrechten Aufspannung wurde die stirnseitige Bohrung
gebohrt und die Schlüsselflächen angefräst.
re: Anschliessend wurde in der waagerechten Aufspannung das
Quergewinde gebohrt
Überarbeitung
der Aussenform
Den Spannzangenblock hatte ich ursprünglich von aussen nach innen
bearbeitet:
Den Würfel zentriert und innen ausgedreht.
Allerdings war das nicht übermässig genau und als ich den zwölfeckigen Spannzangenblock aussen
überfräste wusste ich wie ich das hier besser machen konnte.
Nämlich genauso:
Ich spannte ein 16er Rundmaterial (das ist das Maximum was das
Spannzangenfutter spannen kann) in den Spannzangenblock, pratzte es
auf Parallelunterlagen nieder und spannte ihn im Schraubstock.
So überfräste ich die vier Flächen.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich
muss Sie darauf hinweisen, dass Sie meine Hilfsmittel auf
Ihr eigenes Risiko nachbauen!