Stichelschleifmaschine (SSM)
14l: Spanleitstufen in WSP einschleifen
Dabei gehts nicht um das "normale" Schleifen bzw. Nachschleifen
von Drehstählen oder WSP etc. sondern um das partielle Einschleifen
von Spanflächen mit Spanleitstufen.
Dazu muss das Werkzeug "quer" bzw. "hochkant" aufgespannt werden.
Teil1, das Provisorium
Als Basis zum Aufspannen nahm ich eine Spannplatte die ich vor
langer Zeit mal zum Bohren von kleinen Teilen angefertigt hatte.
Das Schleifen von Drehlingen oder gar Drehstählen könnte wegen ihrer
Länge und dem doch recht beengten Bauraum der SSM schwierig werden.
Deshalb begann ich mit dem Nachschleifen von zwei ausgemusterten
dreieckigen Fräser-WSP.
Deren Spanfläche sollte auf den Spanwinkel von 10° vergrössert
werden.
Die WSP könnten mit einem kleinen Schraubstock gespannt werden, ich
entschied mich für die ersten Versuche jedoch für einen 1-2-3- bzw.
25-50-75-Spannblock an den die WSP mit einer Spannpratze (die sich
im Fundus gefunden hatte) gespannt wird.
Der Spannbloch wird mit zwei Schrauben auf die Spannplatte gespannt
(ein freundlicher Zufall sorgte für zwei passende Gewindebohrungen -
man darf ja auch mal Glück haben).
Das Ganze ist noch sehr in der Testphase, deshalb auch noch die
überstehenden Schrauben etc.
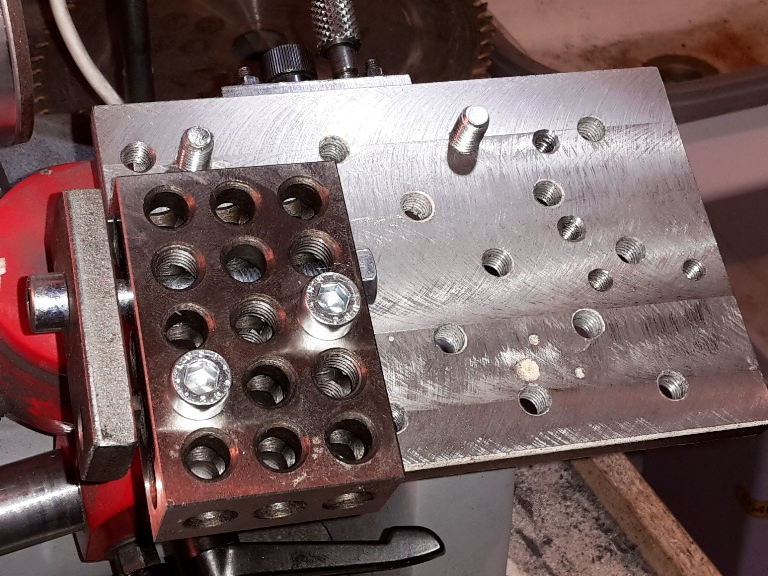
Aufbau:
Die Spannplatte ist mit einem angeschraubten Schwalbenschwanz (man
sieht die hier noch zu langen Schrauben) im Teilkopfträger
befestigt.
Auf der Spannplatte ist der Spannblock aufgeschraubt.
Die WSP ist mit der Spannpratze seitlich an den Spannblock gespannt.
Das obere SSM-Gelenk ist auf 80° eingestellt für den Spanwinkel 10°.
Das untere SSM-Gelenk ist auf 0° eingestellt.
Die erste Spanfläche ist geschliffen.
Die beiden nachgeschliffenen WSP (eine der sechs Spanflächen hätte
ich mir schenken können...)
Über die Fräsergebnisse kann ich noch nichts sagen.
Ich hoffe aber, dass die WSP durch das Nachschleifen nicht nur ein
zweites Leben bekommen haben sondern durch den vergrösserten
Spanwinkel auch "schärfer" und "weicher" schneiden. Teil2, etwas weniger provisorisch
Es geht immer noch um die dreieckigen WSP, also T-Form, ohne
Bohrung.
Davon habe ich eine ganze Menge, aber alle ohne Spanleitstufe.
Zum Schleifen habe ich das obere Gelenk auf den Spanwinkel von 8°
geschwenkt, das untere blieb natürlich bei 0°.
Die eigentliche Schwierigkeit liegt in der Positionierung der
Spanstufe, auf welcher Seite der Auslauf sein soll oder ob die
Spanleitstufe über die gesamte Schneidenlänge reichen soll.
Dementsprechend muss ich die Vorrichtung um die Achse des
Teilapparats schwenken.
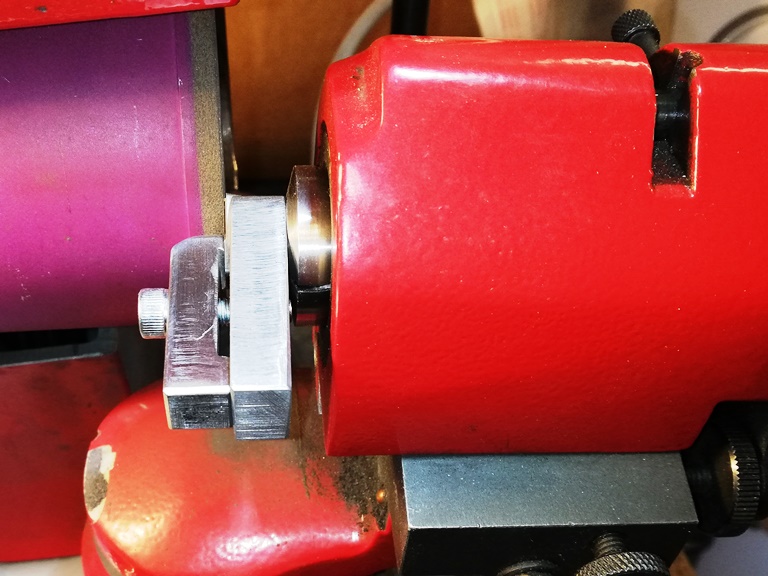
Es ist immer noch ziemlich Fummelarbeit die WSP zu positionieren und
beim Anziehen der Schraube verdrehte sich die Vorrichtung - deshalb
habe ich die Zylinderkopfschraube durch eine Rändelschraube ersetzt
weil man die nicht so stark anziehen kann..
Damit sollte es dann möglich sein drei gleiche Spanleitstufen
einzuschleifen.
Hier mal testweise in meinen kleinen Messerkopf eingebaut.
Der Messerkopf wird zum Planen, Stirnfräsen eingesetzt,
Hauptschneide ist also die Stirnseite. In diesem Fall sollte die
Spanleitstufe auf der Innenseite auslaufen.
Noch schöner wäre gewesen die Spanleitstufe rechtwinklig zur
Spindelachse bzw. Aussenschneide einzuschleifen.
Das versuche ich dann beim nächsten Mal.
Testergebnisse vom Fräsen stehen noch aus.
Warnung:
Ich bemühe mich zwar, sorgfältig zu arbeiten, aber ich muss
Sie darauf hinweisen, dass Sie meine Hilfsmittel auf Ihr
eigenes Risiko nachbauen!